Length Scale Effects on Deformation and Failure Mechanisms
of Ultra-Fine Grained Aluminum
K. Hattar
1
, J. H. Han
2
, D. M. Follstaedt
3
, S. J. Hearne
3
, T. A. Saif
2
, I. M. Robertson
1
1
Materials Science and Engineering, University of Illinois,
1304 W. Green St. Urbana, IL 61801 USA
2
Mechanical and Industrial Engineering, University of Illinois,
1206 W. Green St. Urbana, IL 61801 USA
3
Sandia National Laboratories
P. O. Box 5800, MS 1056 Albuquerque, NM 87185
ABSTRACT
The deformation and failure processes in ultra-fine grained aluminum over different length
scales have been probed using transmission electron microscopy (TEM) and scanning electron
microscopy (SEM) in combination with a micromechanical in situ straining device. This novel
straining device affords the opportunity to correlate directly the macroscopic mechanical
properties with the microscopic deformation and failure mechanisms. Through use of this device
it has been shown that increased film thickness results in a transition between limited plasticity
and intergranular fracture to global plasticity and shear failure for deposited aluminum samples
of similar grain size but different thickness.
INTRODUCTION
The mechanical properties of nanograined and ultra-fine grained metals exhibit a higher
yield and fracture strength, lower elongation and toughness, higher strain rate sensitivity, higher
strain rate sensitivity index, lower (<10b
3
) activation volume, and higher wear resistance than the
corresponding large grained counterparts.[1-3] The stress-strain curves of nanograined materials,
as well as ultra-fine grained ones, are characterized by an initial region of rapid strain hardening
followed by a flat plastic region with almost no work hardening. That is, the response is almost
elastic and perfectly plastic. This lack of strain hardening, which is not compensated for by the
increased strain rate sensitivity index, makes these materials prone to inhomogeneous or
localized deformation and accounts for the limited ductility. Shear banding or localization has
been reported for bcc metals[3, 4] but less frequently in fcc metals.[5, 6]
Despite extensive molecular dynamics computer simulation[7-10] and experiments,[11]
including in situ TEM deformation studies,[12-15] there is still debate over the deformation
mechanisms and processes responsible for the observed macroscopic response. It has been
proposed that the deformation mechanism changes from dislocation mediated to grain-boundary
processes as the grain size decreases. Within the dislocation mediated response there is further
division, with perfect dislocations dominating at large-grain sizes, and partial dislocations and
then deformation twins dominating at smaller and smaller grain sizes[10, 16]. Clear demarcation
of the transition grain sizes has not been established and there is some debate about the existence
of such well-defined transitions.
Mater. Res. Soc. Symp. Proc. Vol. 907E © 2006 Materials Research Society 0907-MM01-03.1
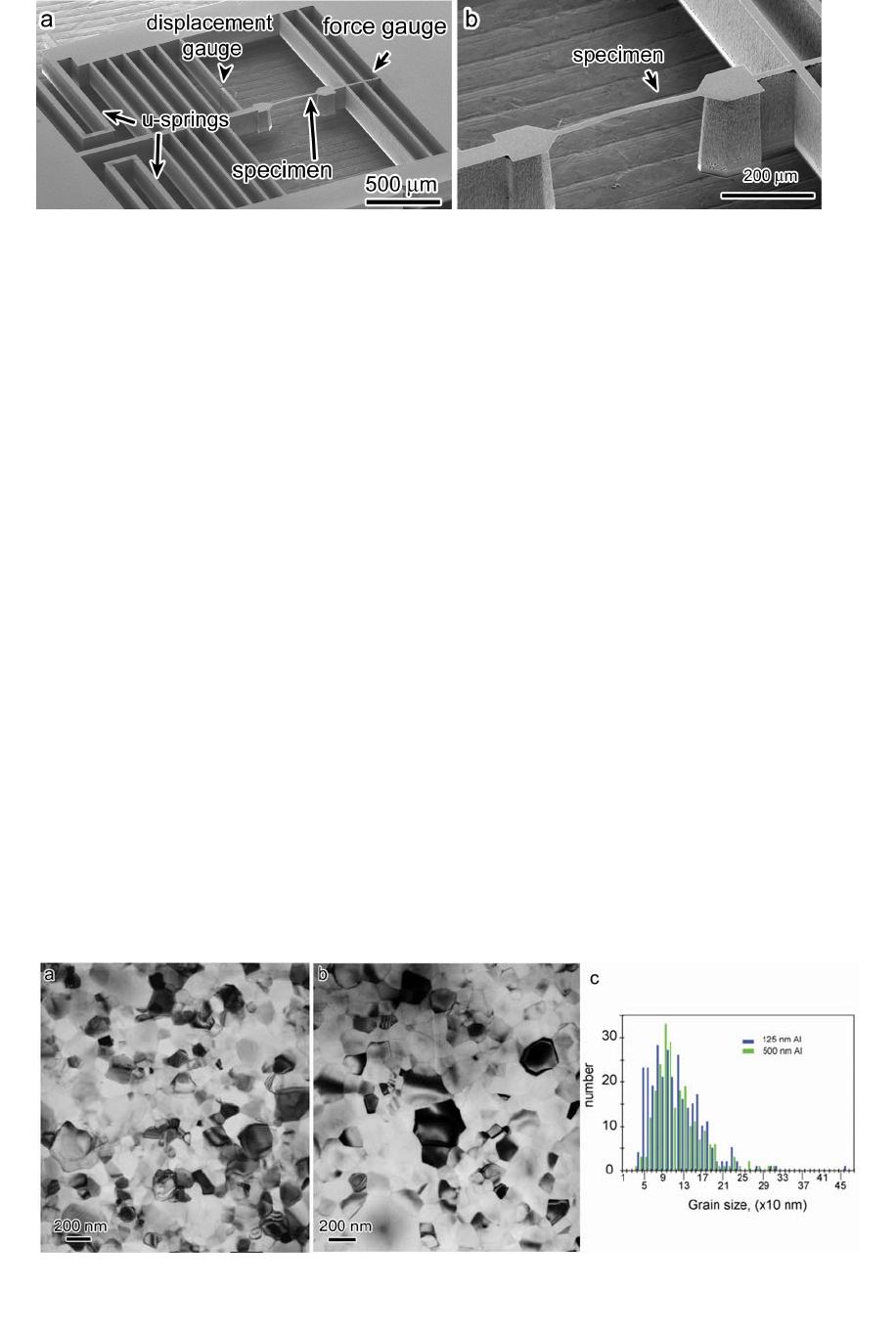
Figure 2. a) Initial microstructure for 125 nm sputter deposited film b) Initia
l
microstructure for 500 nm sputter deposited film c) Comparison of grain size distributions.
In this paper, we report on in situ TEM deformation studies of free-standing thin Al films with a
columnar ultra-fine grain structure.
EXPERIMENTAL PROCEDURE
A novel microfabricated device, shown in Figure 1, was used to relate the controlling
deformation and fracture mechanisms and mechanical properties of ultra-fine grained, free-
standing aluminum thin films; details on the fabrication process can be found in ref.[17] The
device provides the capability for straining within the confines of the TEM under uniaxial
loading. The stress and strain can be directly determined during in situ experiments from
measurement of the relative displacement of the force and strain gauges indicated in Figure 1.
Straining of the device was achieved by means of a conventional TEM straining stage operated
in a displacement controlled mode. Al films 125 and 500 nm thick were deposited on the Si
wafer prior to fabrication by either sputter deposition (125 nm thick film) or electron beam
evaporation (500 nm thick film). The dimensions of the gauge sections were either 300 x100 x
0.125 µm or 180 x 30 x 0.500 µm. In situ TEM straining experiments were conducted using a
JEOL 4000 and a Philips CM12 TEM operating at 300 kV and 120 kV, respectively.
RESULTS
All films had a columnar grained structure with no second phases or voids evident in the
grains or grain boundaries, see Figure 2. Surprisingly, dislocations were not observed even in the
large grains, which is attributed to the short time at 383 K during microfabrication. The grain
size distributions for the 125 nm sputter deposited film and the 500 nm e-beam evaporated films
are compared in Figure 2c. Both films exhibit a wide grain size distribution with average sizes
of 120 nm and 130 nm for the e-beam and sputtered films, respectively.
Figure 1. a) In situ TEM straining device and b) magnified image of free-standing Al film.
0907-MM01-03.2
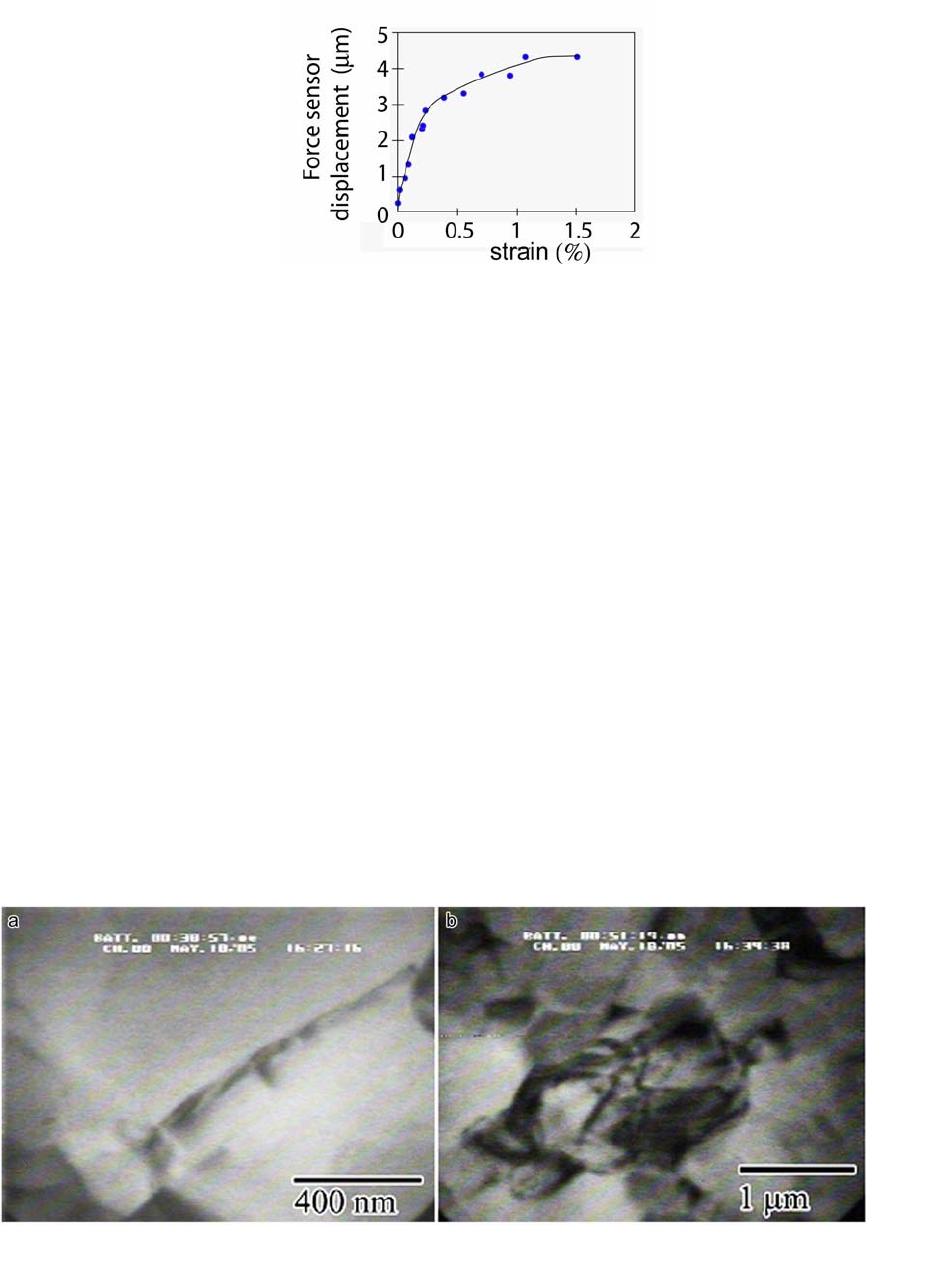
Figure 4. Dislocation activity a) in the grain boundary and b) in the grain interior.
Measurements of the macroscopic properties of the 500 nm thick film reveals similiar behavior
to bulk nanograined and ultra-fine grained systems, with decreased ductility and reduced strain
hardening after a short period of high strain hardening; see Figure 3. Note in Figure 3, the
ordinate is not given as stress because the spring constant for the force sensor gauge was not
determined. Nevertheless, the curve displays similiar characteristics to that of bulk deformed
ultra-fine and nanograined materials. Observations during in situ TEM straining experiments
relate the motion of bend contours to the region of elastic behavior and the combined motion of
dislocations and bend contours to the plastic region. Both matrix and grain boundary dislocations
were observed in 500 nm samples during in situ TEM straining experiments, see Figure 4. These
images captured from video shows dislocation in the grain boundary, Figure 4a, and dislocation
in the process of traversing the grains, Figure 4b. In contrast, thinner films exhibited no evidence
of general dislocation activity.
Notably, the failure mechanism was found to depend on the sample thickness. In the 125
nm thick film, the failure crack propagated rapidly through the grain boundaries with limited
evidence for plasticity. Cracks, arrested on large grains, blunt along the grain boundary.
Dislocation activity occurred in the blocking grain, but not in direct association with the crack
blunting.[17] The crack blunting was effective to the extent that this crack propagation was
arrested and another crack nucleated and propagated elsewhere. The failure surface was normal
to the tensile axis. SEM examination of the fracture surface was consistent with intergranular
failure. Examples showing this failure behavior are presented in Figure 5.[17]
Figure 3. Mechanical response of a 500 nm thick Al film. Sample
had not failed at 1.5 % strain.
0907-MM01-03.3

Figure 5. a) Fracture surface, b) dislocations in grains along the fracture surface and
SEM micrograph of the fracture surface of the 125 nm thick film.
In contrast to the thinner sample, the 500 nm thick film exhibited a shear failure with the
fracture surface at 30° to the tensile axis; see Figure 6a. The shear band extended 300 to 400 nm
from the fracture surface and all grains contained dislocations with dislocation arrays forming in
some of the larger grains, see Figure 6b. Examination of the fracture surface revealed that the
grains along the fracture surface had undergone extensive thinning resulting in a knife-edge
failure, which is consistent with extensive local plasticity; see Figure 6c. This shear band failure
is anticipated in materials with limited or no strain hardening ability as is the observed limited
ductility.
Since the Al films were produced by two different methods, several techniques were
employed to determine the composition and the level of impurities of the film. Energy dispersive
x-ray analysis showed no second phase or chemical contamination in the film. Electron energy
loss analysis detected a slightly larger (2 at%) concentration of oxygen at the grain boundaries
then in the grains of the thinner sputter deposited samples. Trace levels of sulfur and argon were
detected in the sputter deposited film, which likely result from microfabrication and sputter
deposition techniques, respectively.
Figure 6. a) Fracture surface, b) dislocations in grains along the fracture surface, and c)
SEM micrograph of the fracture surface of the 500 nm thick film.
0907-MM01-03.4
DISCUSSION
A different deformation and failure response has been found for Al films of different thicknesses.
Both films have similar grain size distributions and similar average grain sizes, eliminating this
as a possible cause for the different behavior. The minor compositional difference between the
125 nm sputter deposited Al film and the 500 nm electron beam evaporated Al film does not
appear significant enough to alter the deformation and failure mechanisms. This assumption was
confirmed when several 150 nm Al films prepared by electron beam evaporation showed the
same deformation and failure characteristics as the 125 nm thick film produced by sputter
deposition. In addition, shear fracture was observed for a sputter deposited 200 nm thick gold
sample with an average grain size of 80 nm. In that case, the shear band extended 200 to 500 nm
from the fracture surface and ran at a 45° angle to the tensile axis.[18]
The results presented here have many similarities and differences to other investigations
on the failure mechanisms at limited length scale. Two mechanisms that have been reported in
the literature are grain rotation and grain growth. Both have been predicted by MD simulation
[19, 20] and reported via in situ TEM investigation.[13, 15] Neither of these controversial
mechanisms were observed in the testing of either the 500 nm sputter deposited film or the 125
nm evaporated film. The differences in observed mechanisms may be a result of grain size,
sample dimensions, film quality, or grain boundary structure.
The different responses in these two film thicknesses raises questions about the viability of
conducting in situ TEM deformation experiments on nanograined and ultra-fine grained metallic
films. For the observed mechanisms to be applicable to bulk materials, it is essential that the
same conditions prevail for both samples, which as demonstrated is not the case for the 125 nm
thick Al film. Further work is in progress to determine the threshold thickness for this transition
as well as the effects of grain size, grain size distribution, grain size to sample thickness, sample
geometry, temperature, and the addition of solute on the deformation and failure mechanisms of
the system.
CONCLUSION
Deformation and failure mechanisms for ultra-fine columnar grained aluminum films were
investigated using a combination of in situ TEM and SEM techniques that allowed for a direct
relation between the governing mechanisms and mechanical properties to be formulated. It was
determined that 125 nm sputter deposited aluminum films failed intergranularly perpendicular to
the strain axis with limited plasticity along the fracture surface. In contrast, 500 nm thick
samples produced by electron beam deposition exhibited shear-band failure with extensive
dislocation activity evident in the shear band and knife-edge. This study determined that film
thickness plays an important role in the deformation and failure mechanisms of ultra-fine grained
metal films.
0907-MM01-03.5
ACKNOWLEDGEMENTS
This research was supported by a grant from NSF DMR, award # 02037400. The electron
microscopy was performed in the Center for Microanalysis of Materials, University of Illinois at
Urbana-Champaign, which is partially supported by the U.S. Department of Energy under grant
DEFG02-91-ER45439 and by the University of Illinois. Sandia is a multiprogram laboratory
operated by Sandia Corporation, a Lockheed Martin Company, for the United States Department
of Energy’s National Nuclear Security Administration under Contract No. DE-AC04-94-AL-
85000. This work supported by the Office of Basic Energy Sciences, and done under the
auspices of the Center for Integrated Nano Technologies.
REFERENCES
1. H. Conrad and K. Jung, Scripta Materialia, 53 (5), 581 (2005).
2. R. Schwaiger, et al., Acta Materialia, 51 (17), 5159 (2003).
3. Q. Wei, et al., Materials Science and Engineering A, 381 (1-2), 71 (2004).
4. D. Jia, K.T. Ramesh, and E. Ma, Acta Materialia, 51 (12), 3495 (2003).
5. F.D. Torre, H.V. Swygenhoven, and M. Victoria, Acta Materialia, 50 3957–3970 (2002).
6. S. Cheng, et al., Acta Materialia, 53 (5), 1521 (2005).
7. J. Schiøtz and K.W. Jacobsen, Science, 301 1357-1359 (2003).
8. H. Van Swygenhoven, et al., edited by 634, Materials Research Society, 2001) pp. 5.
9. D. Wolf, et al., Acta Materialia, 53 (1), 1 (2005).
10. V. Yamakov, et al., Nature Materials, 3 43-47 (2004).
11. Y.M. Wang, A.V. Hamza, and E. Ma, Applied Physics Letters, 86 (24), 241917 (2005).
12. R.C. Hugo, et al., Acta Materialia, 51 1937-1943 (2003).
13. K.S. Kumar, et al., Acta Materialia, 51 387-405 (2003).
14. R. Mitra, W.-A. Chiou, and J.R. Weertman, Journal of Materials Research, 19 1029-1037
(2004).
15. Z. Shan, et al., Science, 305 (5684), 654 (2004).
16. Z. Shan and S.X. Mao, Advanced Engineering Materials, 7 (7), 603 (2005).
17. K. Hattar, et al., Journal of Materials Research, 20 1869 - 1877 (2005).
18. K. Hattar, et al., edited by (Microscopy and Microanlysis Society. 2004) pp.
19. H. Van Swygenhoven and A. Caro, edited by 457, Materials Research Society,
Pittsburgh, PA, USA, 1997) pp. 193.
20. A.J. Haslam, et al., Acta Materialia, 51 (7), 2097 (2003).
0907-MM01-03.6
