Well-Aligned In-Situ Formed Open-End Carbon Nanotube for Device and Assembly
Applications
Lingbo Zhu and ChingPing Wong
Georgia Institute of Technology, Atlanta, GA, 30332
ABSTRACT
Carbon nanotubes (CNTs) have been proposed for applications in microelectronic
applications, especially for electrical interconnects, thermal management, and nanodevices, due
to their excellent electrical, thermal, and mechanical properties. In this paper, we reported a
simple process to achieve simultaneous CNT growth and opening of the CNT ends, while
keeping alignment of the original CNT films/arrays. The addition of relatively low reactivity
oxidizing agents (water) into the reaction furnace enables the feasibility. We proposed using
novel CNT transfer technology, enabled by open-ended CNTs, to circumvent the high carbon
nanotube (CNT) growth temperature and poor adhesion with the substrates that currently plague
CNT implementation. The process is featured with separation of high-temperature CNT growth
and low-temperature CNT device assembly. Field emission testing of the as-assembled CNT
devices is in a good agreement with the Fowler-Nordheim (FN) equation, with a field
enhancement factor of 4540.
INTRODUCTION
Carbon nanotubes (CNTs) have attracted great interest due to their extraordinary
structural, electrical, and mechanical properties, and their wide range of potential applications
[1]. The CNTs can be either metallic or semiconducting, depending upon how the graphite layer
is wrapped into a cylinder [2, 3]. For applications of the nanotubes in microelectronics, the most
interesting features are the ballistic transport of electrons and the extremely high thermal
conductivity along the tube axis [4]. Metallic CNTs show ballistic conductivity at room
temperature [5]. Based on these advantageous properties of CNTs, researchers have reported the
integration of CNTs into electrical interconnect applications [6-8].
Recent studies have demonstrated that the internal walls of MWCNTs can participate in
electrical transport, thereby enabling large current-carrying capacity [9]. Such achievements may
then allow CNTs to serve as conductive nanowires and thus replace copper and aluminum films
used in state-of-the-art circuits; such nanowires are less susceptible to electromigration under
high current density than are Cu and Al. Our intent is to develop a novel process to open the
nanotubes in-situ in order to study the corresponding CNT properties while maintaining CNT
film alignment. In this paper, we report a novel process for in-situ opening CNTs by water-
assisted selective etching. By taking advantage of such aligned open-ended CNT structure, we
build CNT architecture using novel CNT transfer technology. The success of this methodology is
reflected in the performance of the assembled CNT field emitters. This process may offer a new
paradigm for transferring and integrating CNTs onto integrated circuits (ICs) as well as other
moduli in microelectronic packaging systems, since the approaches used circumvent the high
CNT growth temperature and poor adhesion that currently plague CNT implementation.
Mater. Res. Soc. Symp. Proc. Vol. 968 © 2007 Materials Research Society 0968-V06-05

EXPERIMENT
Ppm levels of water can etch the ends of the nanotubes as described previously [10]; only
a brief description of the process was presented here. The substrates used in this study were
(001) silicon wafers coated with SiO
2
(500nm) by thermal oxidation. The catalyst layers of
Al
2
O
3
/Fe were formed on the silicon wafer by sequential e-beam evaporation. CVD growth of
CNTs was carried out at 775°C with ethylene as the carbon source, and hydrogen and argon as
carrier gases. The water vapor concentration in the CVD chamber was controlled by bubbling a
small amount of argon gas through water. Ethylene flowed into the CVD system for a preset
time, after which the flow was terminated; it followed by 5 min of only water, argon and
hydrogen flow, which was used to selectively etch the nanotube tips and carbon atoms at the
interfaces between the nanotubes and catalyst particles.
DISCUSSION
Open-ended CNT growth
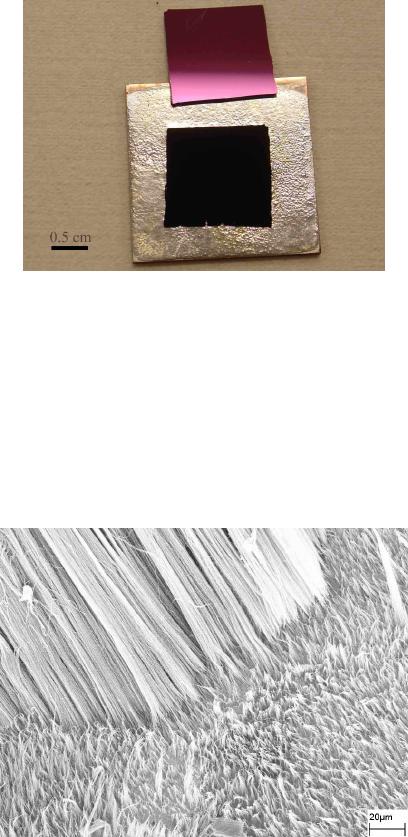
Figure 1 shows that five-layered CNT stacks could be obtained by repeating the growth-
etching cycle five times. The CNT films in figure 1 were partially peeled off using tweezers to
demonstrate the layered structures of CNT films.
Figure 4. Cross-sectional SEM images of 5-layered CNT films, which were scratched to show
the layered structures of CNT films.
We believe that the relatively small amount of water etches the ends of the nanotubes
because more defect structures and thus high reactivity exist at the ends of the nanotubes, though
it may be possible that the water also attacks the defects along the nanotube walls. HRTEM
image shows CNTs with one open end as indicated in figure 2. We have examined CNTs from
numerous growth runs, with dozens of HRTEM images. Each image has shown open ended
structures of the as-grown CNTs.
(a)

Figure 2. HRTEM image of an open-ended nanotube.
CNT transfer technology
For electronic device applications, chemical vapor deposition (CVD) methods are
particularly attractive due to characteristic CNT growth features such as selective spatial growth,
large area deposition capability and aligned CNT growth. However, the CVD technique suffers
from several drawbacks. One of the main challenges for applying CNTs to circuitry is the high
growth temperature (>600°C). Such temperatures are incompatible with microelectronic
processes, which are typically, performed below 400-500 °C in back-end-of-line fabrication
sequences. Another issue is the poor adhesion between CNTs and the substrates, which will
result in long term reliability issues and high contact resistance. To fabricate microelectronics
devices that incorporate CNT blocks, the CNTs should be selectively positioned and
interconnected to other materials such as metal electrodes or bonding pads. To overcome these
disadvantages, we propose a methodology that we term “CNT transfer technology”, which is
enabled by open-ended CNT structures. This technique is similar to flip-chip technology as
illustrated schematically in figure 3 [11].
Si
CNTs
Flip
Si
CNTs
Substrate
UBM
Substrate
UBM
Sn/Pb solder
Si
CNTs
Substrate
UBM
Sn/Pb solder
Reflow & Remove Si chip
CNTs
Substrate
UBM
Sn/Pb solder
Si
CNTs
Si
CNTs
Flip
Si
CNTs
Si
CNTs
Substrate
UBM
Substrate
UBM
Substrate
UBM
Sn/Pb solder
Substrate
UBM
Substrate
UBM
Sn/Pb solder
Si
CNTs
Si
CNTs
Substrate
UBM
Sn/Pb solder
Substrate
UBM
Substrate
UBM
Sn/Pb solder
Reflow & Remove Si chip
CNTs
Substrate
UBM
Sn/Pb solder
CNTs
Substrate
UBM
Sn/Pb solder
Substrate
UBM
Substrate
UBM
Sn/Pb solder
Figure 3. Schematic diagram of “CNT transfer technology”. UBM: under bump metallization.
See the text for detailed explanations.
The substrates can be FR-4 boards coated with copper foil or other materials and moduli,
such as heat sinks. To improve the adhesion and wetting of solder on the substrates, the under
bump metallization (UBM) layers are sputtered onto the substrate metallization. The eutectic tin-
lead paste is then stencil-printed on the UBM. The silicon substrates with CNTs are flipped and
aligned to the corresponding copper substrates, and reflowed in a seven-zone BTU reflow oven
at higher temperatures (peak temperature at 270 °C) than those typically used (220 °C) to
simultaneously form electrical and mechanical connections. This process is straightforward to
implement and offers a strategy for both assembling CNT devices and scaling up a variety of
devices fabricated using nanotubes (e.g., flat panel displays). This process could overcome the
serious obstacles of integration of CNTs into integrated circuits and microelectronic device
packages by offering low process temperatures and improved adhesion of CNTs to the
substrates. Figure 4 indicates that the entire CNT film (1.5 cm × 1.5 cm) is transferred to the
substrate (2.54 cm × 2.54 cm), since no trace amount of CNTs are evident on the silicon chip.
Figure 4. (a) Photograph of open-ended CNT film transferred onto the copper substrate coated
with eutectic tin-lead solder.
Figure 5 shows the demarcation between the broken CNTs and the intact and connected
ones. When pulled from the substrate, the CNTs break along the axis rather than at the CNT-
solder interface. The excellent mechanical bonding strength of CNTs on the substrate anchors the
CNTs and thereby makes decreasing electrical/thermal contact resistance possible.
Figure 5. SEM of the copper substrates on which the CNTs were assembled after some CNTs
were pulled from the surface by tweezers; this shows the excellent mechanical bond strength of
CNTs transferred to the copper substrate by the solder reflow process.
(a)
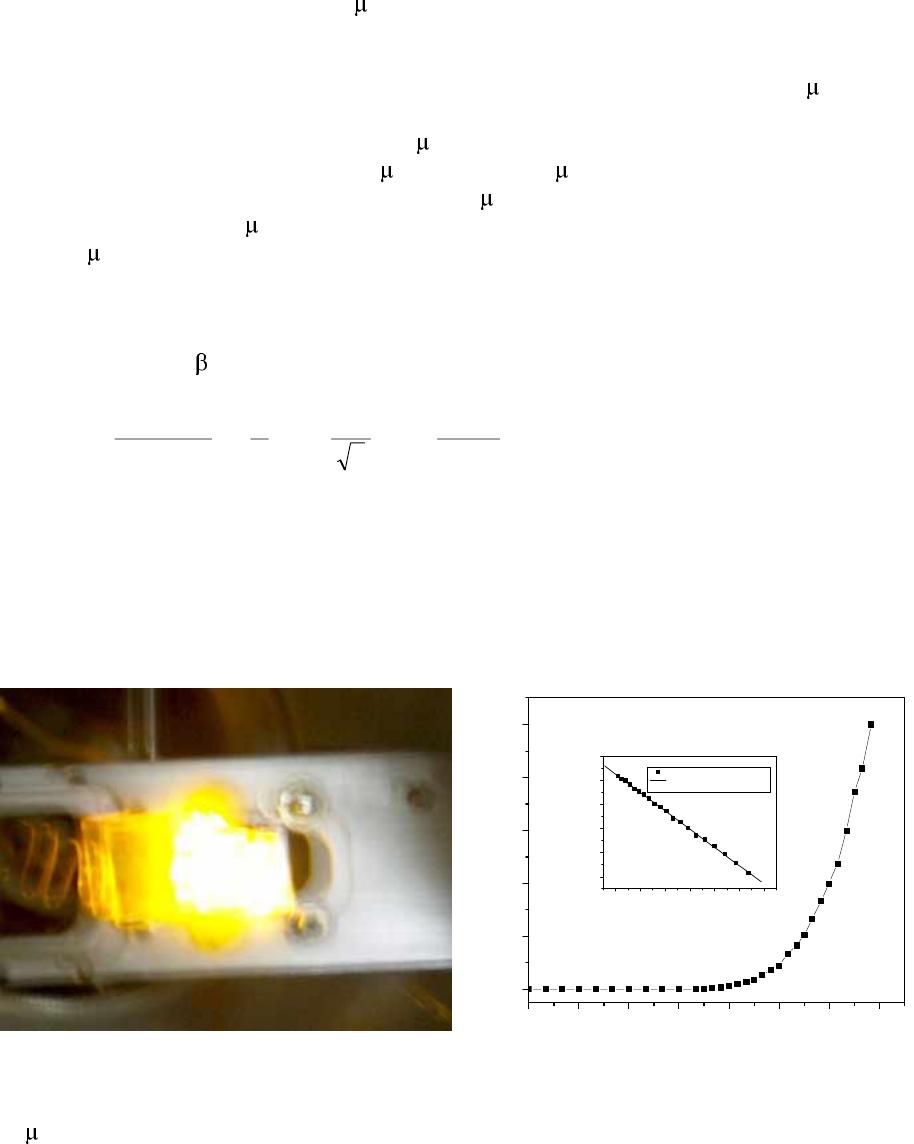
To explore the electrical properties of CNTs connected by solders on the copper
substrates, field emission characterization of the as-prepared assembly has been performed. The
height of the nanotube films is ~323
m with diameters in the range of 10 to 20 nm. We
measured the (cathodic) electron emission from 1.5 cm by 1.5 cm well-aligned open-ended CNT
films shown in figure 6a at room temperature and in a vacuum chamber below 10
-5
Torr. The
spacing between the CNT tip and the anode (phosphor-coated ITO glass) was ~180
m and was
maintained by a poly (tetafluoroethylene) (PTFE) spacer. The measured current density
(mA/cm
2
) as a function of electric field (V/ m) is shown in figure 6b. A typical turn-on field,
which produces a current density of 10
A/cm
2
, is ~1.8V/ m, while the emission current density
of 1 mA/cm
2
requires an applied field of ~2.74 V/ m. The small turn-on field is consistent with
literature data of 1.5-2 V/
m observed in CVD-grown dense CNT films [12]. At an electric field
of 3.4 V/
m, the assembled CNT field emitters emit a current density of 5 mA/cm
2
. A plot of
ln(I/V
2
) versus 1/V yields a straight line in a good agreement with the Fowler-Nordheim (FN)
expression. Furthermore, the quality of fit to the Fowler-Nordheim expression implies good
nanotube/substrate electrical contact. The slope of the FN plot can be used to calculate the field
enhancement factor
. The Fowler-Nordheim equation can be written as [13]:
)exp()
4.10
exp()(
1042.1
5.1
22
6
V
dB
d
V
AI
β
φ
φ
β
φ
−
×
=
−
(1)
where I is the emission current (A), A the emission areas (m
2
), V applied voltage, d the distance
between CNT tips and anode (m),
φ
the work function (eV), and B constant (6.44×10
9
, VeV
-
1.5
m
-1
). When ln(I/V
2
) is plotted versus 1/V, the slope of this linear formulation is given by
βφ
/
5.1
dB− . Assuming that the work function is 5.0 eV [14], the derived field enhancement
factor is calculated to be 4540, which is sufficient for application in field emission displays.
0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5
0
1
2
3
4
5
1.21.41.61.82.02.22.4
-16
-15
-14
-13
-12
-11
Ln(I/V
2
)
1000/V
Experimental data
Linear Fitting by FN equation
R=0.999
Current Density (mA/cm
2
)
Electric Field (V/µm)
Figure 6. (a) Emission pattern of the as-assembled CNTs by applying electrical field of 3.0
V/
m. (b) Field emission measurements of CNT films in (a) at room temperature. The inset
shows a Fowler-Nordheim plot, which indicates that the transferred CNTs demonstrate good
field emission characteristicse.
(a) (b)
CONCLUSIONS
We reported an in-situ method to manufacture well-aligned open-ended CNTs. The open-
ended structures are the key to the successful assembly of CNTs on substrates by a solder reflow
process. This process is compatible with current microelectronics fabrication sequences and
technology. The distinctive CNT-transfer-technology features are separation of high-temperature
CNT growth and low-temperature CNT device assembly. Field emission testing of the as-
assembled CNT devices indicates good field emission characteristics, with a field enhancement
factor of 4540. CNT transfer technology shows promising applications for positioning of CNTs
on temperature-sensitive substrates, and for the fabrication of field emitters, electrical
interconnects, thermal management structures in microelectronics packaging.
ACKNOWLEDGMENTS
We would like to thank NSF for funding support (DMI-0422553). We also thank Dr.
Yong Ding for HRTEM examinations.
REFERENCES
1. H.J. Dai, J. Kong, et al., J. Phys. Chem. B 103, 11246 (1999).
2. N. Hamada, S. I. Sawada, and A. Oshiyama, Phys. Rev. Lett. 68, 1579 (1992).
3. R. Saito, M. Fujita, G. Dresselhaus, and M. S. Dresselhaus, Appl. Phys. Lett. 60, 2204
(1992).
4. W. Hoenlein, F. Kreupl, et al., IEEE T. Compon. Pack. T. 27, 629 (2004).
5. S. Frank, P. Poncharal, Z. L. Wang, and W. A. de Heer, Science 280, 1744 (1998).
6. A. P. Graham, G. S. Duesberg, et al, Diam. Relat. Mater. 13, 1296 (2004).
7. F. Kreupl, A. P. Graham, et al., Microelectron. Eng. 64, 399 (2002).
8. Homma, Y., Yamashita, T., Kobayashi, Y., et al., “Interconnection of Nanostructures
Using Carbon Nanotubes”, Physica B 323, 122-123 (2002).
9. H. J. Li, W. G. Lu, J. J. Li, X. D. Bai, and C. Z. Gu, Phys. Rev. Lett. 95,086601-1 (2005).
10. L. Zhu, Y. Xiu, D. W. Hess, C. P. Wong, Nano Lett. 5, 22641 (2005).
11. C. P. Wong, et al., US Patent (pending).
12. Yu, W. J., et al, Nanotechnol. 16, S291 (2005).
13. J. M. Bonard, et al.,
Phys. Rev. B 67, 115406 (2003).
14. O. J. Lee, and K. H. Lee, Appl. Phys. Lett. 82, 3770 (2003).
