Polymer-Based Microelectrode Arrays
Scott Corbett
1,2
, Joe Ketterl
1
, and Tim Johnson
2
1
MicroConnex, 34935 SE Douglas St., Suite 110, Snoqualmie, WA, 98065
2
Advanced Cochlear Systems, 34935 SE Douglas St., Suite 110, Snoqualmie, WA, 98065
ABSTRACT
We have developed flexible, polymer-based electrodes for potential medical applications
including neural recording and stimulation. Using various combinations of liquid crystal
polymer (LCP) substrates, implantable grade silicone and polyimide, we have developed and
tested several prototype multi-layer, polymer electrodes. We report here on two specific
electrodes. In the first case, a multilayer electrode consisting of high-melt temperature liquid
crystal polymer (LCP) material with patterned electrodes of sputter deposited and plated gold,
laminated together with a lower-melt temperature LCP, was produced. Iridium oxide was
deposited on the exposed electrode sites to facilitate effective charge transfer for neural
stimulation. The electrode was designed for acute implantation in a cat cochlea and contained 12
contacts, with a pitch of 200 microns. The small contact spacing allowed testing of electric field
focusing techniques both in vitro and in vivo. We subjected the electrodes to electrical and
mechanical tests to assess its likely suitability as a long-term biomedical implant. Chronic
electrical leakage testing indicated ionic permeability of the low and high temperature LCP
interface that was higher than that desired. In a second case, we produced a mock circuit using
high-melt LCP and medical grade low durometer silicone in place of the low-melt LCP as the
interlayer adhesive. Mechanical and electrical testing of the hybrid design indicated the potential
to fabricate cochlear electrodes containing up to 72 contacts with a footprint and mechanical
performance similar or better than current commercially available cochlear implant arrays
(containing up to 24 elements). Multi-layer polymer electrode technology offers the opportunity
to create new electrodes with higher numbers of channels, offering improved performance in
neural stimulation applications including cochlear implants, retinal arrays, deep brain stimulators
and paraplegic remobilization devices.
INTRODUCTION
Neurostimulation systems are an emerging class of medical devices promising
miraculous treatments for otherwise intractable medical conditions [1]. The most successful
example to date is the cochlear implant, which directly stimulates auditory neurons to partially
restore hearing in the deaf [2]. Other emerging treatments include retinal arrays to restore sight,
deep brain stimulators to treat Parkinson’s disease and paraplegic remobilization systems [3]. All
of these devices rely on electrode arrays to transfer the electrical current that elicits neural
responses. To date, most electrodes have been patterned after cardiac pacemaker electrode
technology, relying on insulated wires, platinum foil or metal electrodes and medical grade
Mater. Res. Soc. Symp. Proc. Vol. 926 © 2006 Materials Research Society 0926-CC06-02
silicone encapsulation. These mechanical assemblies are very expensive and limited in
complexity and therefore, utility. In the case of neuroprosthetic devices, particularly cochlear
implants and retinal arrays, it is highly desirable to have as high a density and as great a number
of active electrode channels or stimulation sites as possible. In this case, higher numbers of
channels implies greater information exchange to the perceptual sense. Unfortunately, there is a
limit to the number of channels that can be formed using conventional wire-based technology
and mechanical assembly.
Logically, this area is ripe for the implementation of advanced materials, fabrication and
manufacturing techniques developed in the integrated circuit and flexible printed circuit board
industries. Examples include micromachining methods, advanced materials and
photolithographic based etching techniques developed for micro-electrical-mechanical systems
(MEMS). Indeed, silicon-based microelectrodes, developed by researchers at the University of
Michigan, have been used in animal studies [4]. The literature also contains references to planar
electrodes manufactured using polyimide, a flexible substrate media commonly used for flexible
circuit fabrication. However, planar manufacturing methods introduce problems of their own.
Materials compatible with existing manufacturing methods are either stiff (i.e. silicon) or
perform poorly when exposed to body fluids. The dielectric properties of polyimide have been
demonstrated to degrade during in vitro testing in saline solution [5]. Another challenge is
converting the planar structure to a three-dimensional implant.
A new class of dielectric laminates have been developed, based on counter-rotating die
extrusion of liquid crystal polymer (typically Vectra A950, a thermotropic Type I all-aromatic
polyester (Ticona, Florence, KY) [6]. LCP has excellent dimensional stability, low moisture
absorption and is potentially available as a Class VI FDA implantable grade material. The
coefficient of hygroscopic expansion of LCP is 1.5 ppm/%, and its water absorption is 0.1 %,
which is ten times less than that of polyimide. The superior electrical and mechanical properties
of LCP, plus the compatibility with planar circuit fabrication techniques, make LCPs compelling
candidates for high-density neural implants.
We explored LCP materials and planar fabrication methods intended for two neural
stimulation applications: cochlear implants and retinal stimulation arrays. We report here on the
prototype cochlear implant arrays that we developed.
EXPERIMENT
We developed a multilayer polymer circuit architecture and fabrication process (Figures
1 and 2). [7,8].
We used commercially available LCP laminates in various combinations supplied by
several vendors including: Foster-Miller (Waltham, MA), Gore Japan (no longer in the US
market), Nippon Steel (NY, NY), Rogers (Rogers, CT), and Yamaichi Electronics (Japan).
Individual 50 µm thick sheets of high-temp LCP laminate (T
M
=335°C) were plasma etched using
an Advanced Plasma Systems Model B-Series-24-2 (250 mTorr pressure: 19% Ar, 81% O
2
,), and
sputter deposited with 200 angstroms of chromium followed by 2500 angstroms of gold (using a
modified MRC sputter system (KDF, Rockleigh, NJ) with computer-controlled 6 kW DC
Advanced Energy power supply). Traces were patterned using a proprietary UV laser direct-

write process utilizing an Electro Scientific (ESI, Portland OR) Model 5200 micro-machining
system employing a tripled YAG (355 nm) laser.
1a 1b
Figure 1a. Multilayer electrode schematic showing multiple layers of high melt-temp LCP
(darker substrates) patterned with sputter deposited gold trace elements, laminated together using
lower melt-temp LCP substrate material (lighter color substrate). Traces are routed to the side of
the structure connecting with UV laser-drilled openings, which are subsequently metalized with
gold followed by iridium oxide. The structure is patterned with a UV laser, cutting through the
plated openings and dielectric layers to create electrode sites (200µm spacing). Alternative
versions include placing the electrode sites on the top or bottom surface, connected through the
openings, which are insulated through subsequent application of dielectric. Figure 1b.
Completed electrode.
2a
2b
Figure 2a. Schematic of cross-section of multi-layer laminate with one trace layer, showing high
melt temp LCP layers (one layer of which has traces patterned shown in red) laminated together
with lower melt-temperature LCP. Figure 2b. Actual cross-section.
50 µm thick, low-temperature LCP laminate (T
M
=280°C) was placed between the trace
layers as an adhesive, forming a multilayer stack. The layers were aligned by placing laser-cut
alignment pinholes referenced to the trace pattern on each layer and placing the laminates
together in a custom-built pin alignment fixture [9]. The entire structure was then placed into a
Carver Model C laboratory press (Wabash, IN) with added custom heating platens and Watlow
temperature controllers (St. Louis, MO), after which a temperature/pressure/time profile was
applied to complete the lamination. The lamination process relies on differential melt profile of
the low and high temp LCP materials. The low melt LCP slightly melts to form an adhesive
interface between the high temperature LCP layers, which remain stable during the lamination
process.
Hi-temp LCP
Low-temp LCP
Gold trace
200
µ
m
50 µ m
High melt LCP
Low melt LCP
Gold electrode
Gold traces
After lamination, openings were laser drilled through the laminate, followed by sputter
deposition of gold to fill the openings, after which electrode sites were patterned on the top
layers using direct-write laser patterning, followed by electrolytic plating of additional gold. A
space filling circuit overmold was incorporated on the array to better position the contacts near
the modiolus of the cat cochlea. NuSil MED-4011 (Carpinteria, CA), a medical grade silicone
currently used in commercial implants, was chosen as an overmold material, using an EDM-
processed aluminum mold as the forming fixture. The resultant electrode is shown in figure 3.
DISCUSSION
We performed several tests to assess the suitability of the arrays for short- and long-term
implantation. A series of five cat implants were performed by researchers at the University of
California, San Francisco, which demonstrated the suitability of the arrays for short-term use in
animal subjects. Although beyond the scope of this paper, the researchers were successful in
using the LCP high-density arrays to demonstrate field-focusing methods to reduce channel
interaction in a mammalian cochlea [10].
Electrical leakage testing was performed to assess the ionic permeability of the LCP
structure, particularly the LCP-LCP interface. Measurements were made on bulk LCP samples,
bulk silicone (Nusil MED-6640) and multilayer laminate LCP structures with embedded traces.
Samples were soaked in buffered saline solution with a voltage bias (ranging from 1-10V DC)
applied to the traces within the sample, and leakage to a reference platinum electrode measured
using an electrometer (Keithley Instruments, 6517A). Table A summarizes the bulk leakage
measurements of the LCP and silicone materials converted to resistivity values.
Table I. Measured electrical resistivity of bulk and fabricated samples.
Sample Resistivity
(ohm-cm)
Immersion Time (weeks) at
37°C
Bulk LCP 5.0 x 10
15
13
Bulk Silicone 6.6 x 10
15
3
Embedded traces in LCP
multilayer circuit (edge of array)
2.9 x 10
5
9
Embedded traces in LCP
multilayer circuit (center of array)
1.9 x 10
7
9
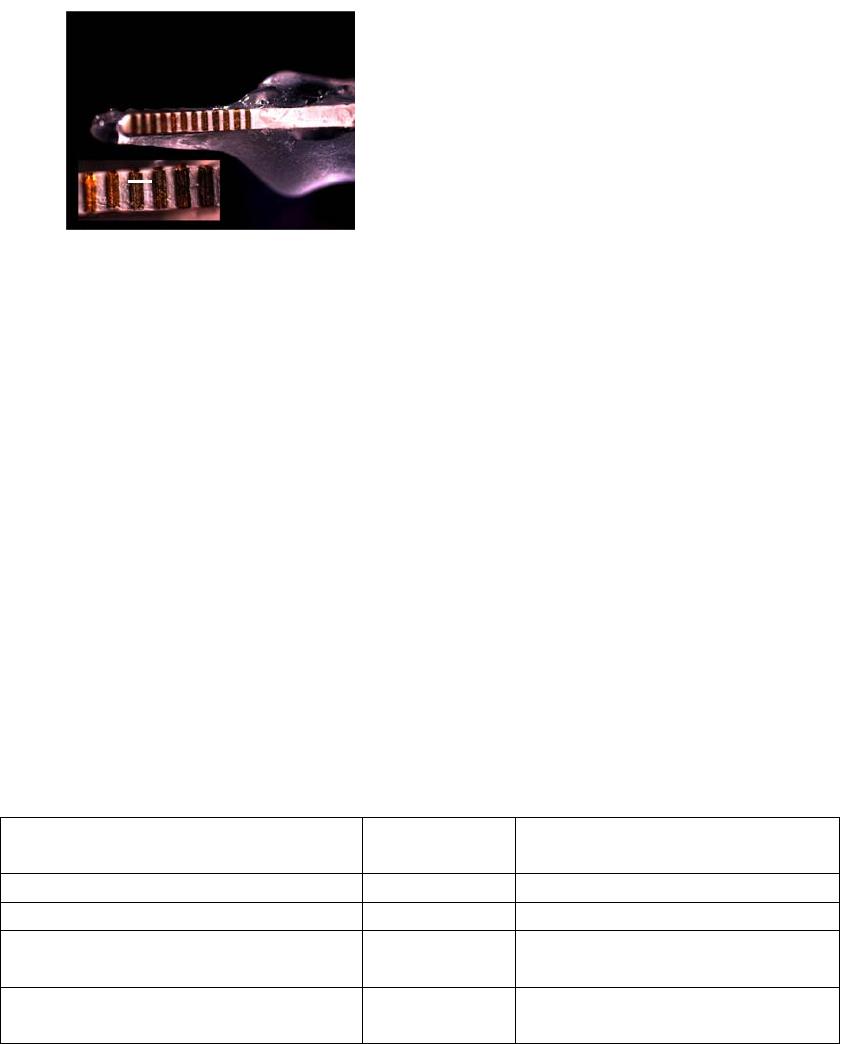
Figure 3. LCP array potted into silicone
mold to form space-filling cochlear implant
for cat. White substrate is LCP material
with gold stimulation contact shown coated
with iridium oxide. Photo courtesy of
Steven Rebscher and Russell Snyder of
University of California, San Francisco.
200 µm
As seen in table I, there was a significant decrease in resistivity from the bulk material
values in the multilayer electrodes we tested, indicating ionic penetration through the LCP-LCP
interface, even though these structures showed good mechanical adhesion as demonstrated
through pull testing (typical adhesive strength 1 lb/in). Although we were successful in using the
arrays in a short term acute implant setting, the decrease in resistivity indicates the arrays would
likely fail in a long-term implantable context. There were other significant problems encountered
in producing the arrays. The process window for successful mechanical adhesion of the laminate
substrates is extremely narrow with too much heat and pressure leading to dimensional
instability of the dielectric layers, and too little pressure leading to overt delamination.
In an attempt to understand the increased leakage, we imaged the LCP surfaces using
scanning electron microscopy (SEM). SEM photographs of the low-temp LCP substrate after
plasma cleaning and before lamination are shown in figure 4. The SEMs indicate filler materials
(copolymers and silicon dioxide) have been added to the bulk polymer, which may increase the
ionic permeability of the interface.
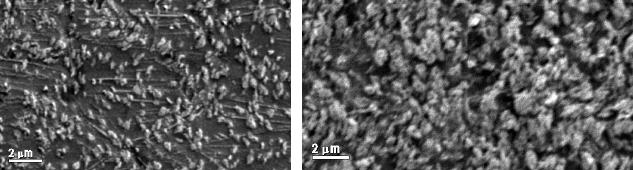
Figure 4. SEM image of LCP material before (left) and after (right) plasma etching. Plasma
etching conditions were 20 minutes at 150 W and 300 mTorr in oxygen plasma. Residue
remaining at the surface is likely ceramic powder or molecular “grains” which have a lower etch
rate than the bulk LCP polymer. The vendor reported the LCP has ceramic filler, up to 5% by
weight. EDAX spectra revealed a significant Si content in the LCP, indictating the material also
contains a small amount of silica-based filler. Magnification is 4,000X.
We were motivated to develop alternative designs, not only on account of the loss of
electrical insulation shown in the LCP arrays, but also because the stiffness of the finished array
was higher than desired for the intended cochlear implant application. In an alternative design we
have replaced the low-temp LCP adhesive layer with medical grade, low durometer silicone
adhesive (NuSil 6640). Initial testing indicates significantly improved mechanical performance
with electrical testing underway. Multilayer structures were fabricated in a form factor designed
to eventually incorporate 72 channels in a human sized cochlear implant. The flexibility of the
arrays compared favorably with existing commercially available implants, indicating that if the
electrical leakage of the multilayer structure is stable, the devices may be suitable for ultimate
long-term implantation.
CONCLUSIONS
We have developed and tested a multilayer LCP electrode containing 12 electrode sites
spaced at 200 µm. The arrays were successfully used in an acute animal implant, but showed a
reduction in electrical isolation after soaking in buffered saline for several months. An alternative
design incorporating medical grade low durometer silicone as a replacement adhesive between
LCP layers is currently under evaluation, with early results indicating improved performance for
the intended cochlear implant application
ACKNOWLEDGMENTS
This work was funded by NIH Phase II SBIR Grant, 5 R44 DC004614-03 (Advanced
Cochlear Systems), and NIH SBIR Grant 2 R44 NS40647-02 (MicroConnex).
REFERENCES
At the date this paper was written, URLs or links referenced below were active. Neither
the authors nor the Materials Research Society warrant or assume liability for the content or
availability of URLs referenced in this paper.
1. Neural Prosthesis Program, NIH. http://www.ninds.nih.gov/funding/research/npp/index
.htm
2. M. Dorman and B. Wilson, “The Design and Function of Cochlear Implants,” Am
Scientist, 92 (5), 436 (2004)
3. G. Loeb, R Peck, W. Moore and K. Hood, K. BION™ system for distributed neural
prosthetic interfaces. Med Eng and Physics, 23:9-18 (2001)
4. D. J. Anderson, K. Najafi, S. J. Tanghe, D. A. Evans, K. L. Levy, J. F. Hetke, X. Xue, J.
J. Zappia, and K. D. Wise, "Batch-Fabricated Thin-Film Electrodes for Stimulation of the
Central Auditory System," IEEE Trans. Biomed. Engr., 693-704, July (1989)
5. InnerSea Technologies, Insulating Biomaterials Contract:NO1-NS2-2347 Progress
Report 1, NINDS (2002). http://www.ninds.nih.gov/funding/research/npp/resources/
biomaterials_and_coatings/index.htm
6. Ticona Vectra LCP Global Brochure, http://www.ticona.com
7. J. Ketterl, J. Yarno, S. Corbett III and T. Clary, U.S. Patent No. 6,678,564, Jan 13, 2004.
8. S. Corbett III, T. Johnson, B. Clopton, F. Spelman, J. Strole, J. Ketterl, U.S. Patent No.
6,782,619, Aug. 31, 2004.
9. B. Ross, P. Jordan and J. Strole, U.S. Patent No. 6,668,448, Dec. 30, 2003.
10. B. Bonham, R. Snyder, S. Corbett, T. Johnson, S. Rebscher, M. Carson, F. Spelman, and
B. Clopton, “Reducing Channel Interaction through Multi-Polar Stimulation: Combining
Tripolar and Monopolar Methods with High-Density Arrays”, Poster presented at the
2005 Conference on Implantable Auditory Prostheses (Asilomar, California), Aug., 2005.
