
Vol.:(0123456789)
1 3
Acta Metallurgica Sinica (English Letters)
https://doi.org/10.1007/s40195-020-01090-4
Evolution ofAnnealing Twins andRecrystallization Texture
inThin‑Walled Copper Tube During Heat Treatment
Song‑WeiWang
1,2
· Hong‑WuSong
1
· YanChen
1
· Shi‑HongZhang
1,2
· Hai‑HongLi
3
Received: 5 January 2020 / Revised: 25 February 2020 / Accepted: 1 April 2020
© The Chinese Society for Metals (CSM) and Springer-Verlag GmbH Germany, part of Springer Nature 2020
Abstract
Thin-walled copper tubes are usually produced by multi-pass float-plug drawing deformation. In general, the annealing
treatment subsequently is necessary to release the stored energy and adjusts the microstructure. In this study, an investiga-
tion on the evolution of annealing twins as well as textures in the thin-walled (Ф6mm × 0.3mm) copper tube underwent
holding time-free heat treatment was reported. Electron backscattered diffraction analysis reveals that a large number of
Σ3 boundaries (60° 〈111〉 twin relationship) are produced at the early stage of heat treatment, which is due to the lower
boundary energy. With the recrystallization proceeding, the migration rate of grain boundaries decreases on account of the
grain growth; meanwhile, the unique Σ9 boundaries (38.9° 〈110〉 relationship) are formed due to the interaction of the Σ3
boundaries. As a result, the number fractions of Σ3 boundaries and high-angle grain boundaries decrease rapidly. During
the grain growth stage, a strong recrystallization texture was formed due to the fact that the grains of Goss orientation have a
growth advantage over the others. As a result, the initial copper texture was transferred into the Goss texture in domination.
Keywords Copper tube· Annealing twin· Heat treatment· Electron backscattered diffraction (EBSD) analysis·
Recrystallization texture
1 Introduction
Since Carpenter and Tamura [1] firstly observed the forma-
tion of annealing twins in 1926, it has been found massively
in the deformed and then annealed materials. Especially in
the face-center cubic (FCC) metals with low or medium
stacking fault energies (SFE) (i.e., Cu, Ag, and Ni), anneal-
ing twins are frequently observed [2–4]. According to Bran-
don’s criterion, the twin boundary in FCC crystal structure
is characterized by rotating the orientation of the parent
grain 60° about 〈111〉 axis [5]. The twin boundaries are also
defined as ∑3 boundaries that lies in the (111) plane of both
crystals, which is one of the special boundaries exploited in
grain boundary engineering [6–8]. The annealing twins in
these metals with a variety of orientations will significantly
affect the microstructures and textures, as well as the prop-
erties, i.e., strengthening of the nanostructured Cu [9], the
nucleation of fatigue cracks [10], and the stagnation of grain
growth [11].
The forming mechanism of annealing twins during
recrystallization and the subsequently evolution during
grain growth process are still under research. There are
three main mechanisms for twin formation proposed by
some researchers. The first theory thought that the crystals
already have a twin relationship impinge during growth and
then formed the twins [12, 13]. The second one thought
that the twin forms when a misplaced layer of atoms on the
(111) plane due to the low stacking fault energy [14–17].
The last theory assumed that the grain boundaries with
higher energy transform into a twin boundary and lower
energy grain boundaries [18–21]. Therefore, the evolution
of annealing twin continuously takes place during recrys-
tallization, and the available evidence cannot discriminate
these theories. The availability of recent techniques such as
Available online at http://link.sprin ger.com/journ al/40195 .
* Shi-Hong Zhang
shzhang@imr.ac.cn
1
Institute ofMetal Research, Chinese Academy ofSciences,
Shenyang110016, China
2
School ofMaterials Science andEngineering, University
ofScience andTechnology ofChina, Shenyang100049,
China
3
School ofNuclear Equipment andNuclear Engineering,
Yantai University, Yantai264005, China

S.-W.Wang et al.
1 3
electron backscattered diffraction (EBSD) makes it possible
to investigate and understand the potential sources for the
behaviors found in earlier works. Nowadays, the microstruc-
tural behavior and annealing twin evolution in nickel [4,
22], nickel-based superalloy [23, 24], and super-austenitic
steel [25] were investigated by EBSD method. The former
researches also indicated that not only the materials but also
the predeformation process and initial deformation texture
are essential for the microstructural evolution during anneal-
ing process.
With an aim to understand the recrystallization behavior
during the heat treatment, the studies have been carried out
to figure out the evolution of texture and the microstructure
in pure copper. The effect of cold rolling process on texture
evolution of pure copper has been well investigated [26–29]
that shows the cube orientation as a recrystallization texture
and the formation mechanisms have been proposed as the
oriented growth theory. Anand etal. [30] characterized the
annealed pure copper sheet after cryo-rolling process and
found that with the increase of annealing time, the sample
shows a weakening of Brass texture, then exhibits almost
random texture, and finally forms the strong cube texture,
while the cold-rolled Al-0.3% Cu develops a strong Goss
texture during annealing treatment which is related to the
oriented nucleate mechanism [31]. Choi etal. [32] proposed
the strain energy release maximization model to predict the
texture changes of copper electrodeposits after recrystalliza-
tion. Also, the cold-drawn copper wires have been studied
by Baudin etal. [33] after recrystallization, and the results
showed the 〈100〉 fiber increases at the expense of the other
texture components. Nowfal etal. [34] used the synchrotron
diffraction method to investigate the local texture gradient
through the wall thickness of SF-Cu tubes with an average
wall thickness of 10mm. The structure consists of recrystal-
lized equiaxed grains with twins, and the dominant texture
component is the {001} 〈100〉 cube component.
To the knowledge of the authors, little efforts were taken
to study the annealing twins and recrystallization textures
of the thin-walled copper tubes. The precision copper tube
with a diameter of 6mm and a wall thickness of 0.3mm
was manufactured by the float-plug drawing process, which
exhibited a unique deformation microstructure and textures
[35, 36]. The copper tube was widely used in refrigeration
industries, due to its excellent thermal conductivity and plas-
ticity. Usually, a heat treatment process is necessary after
the deformation in order to release the stored energy of cold
work. Thus, the microstructural evolution during recrystal-
lization process is crucial for the final properties [37, 38],
such as fatigue resistance, corrosion resistance, and mechan-
ical properties. The purpose of this study is to investigate
the annealing twin boundaries as well as recrystallization
texture of the copper tube during the heat treatment. Firstly,
an evolving structure was obtained by taking the samples at
different heating stages. Then, the EBSD technology was
utilized to analyze the evolution of microstructure and the
textures during the recrystallization process.
2 Experimental
Highly purified oxygen-free copper tube billet (99.997%
pure) was deformed by float-plug drawing process to obtain
a Ф6 × 0.3mm final tube as an initial material. The initial
tube was cut into the segments about 200mm long, and
the segments were vacuum packaged with quartz tube to
prevent oxidation of surface. Then, the heat treatment was
carried out on the segments by using the electric resistance
furnace, from room temperature to 900 °C without holding
time. To examine the evolution of microstructure, the single
segment was taken out at 200 °C, 300 °C, 400 °C, 500 °C,
700 °C, and 900 °C, respectively, and then water-quenched
immediately to maintain the microstructure.
The annealing microstructures were analyzed by EBSD.
The samples with size of 5mm in length (drawing direction,
DD), 3mm in width (circumferential direction, CD), and
0.3mm in thickness (radial direction, RD) were cut from the
wall thickness of annealed tubes, seen as Fig.1. The local
coordinate system used to identify the direction of inverse
pole figure (IPF) and pole figure (PF) is also presented in
Fig.1. The x-, y-, and z-axis correspond to DD, CD, and RD
direction, respectively. The RD direction is the normal direc-
tion of the observation surface (DD-CD). The DD-CD sec-
tion was ground slightly to obtain a smooth plane and then
polished with diamond paste and finished with ion milling
to remove the surface deformation layer. EBSD examina-
tions were carried out using a FEI Nova Nano SEM 430
field-emission scanning electron microscope equipped with
a fully automatic HKL Technology EBSD attachment oper-
ated at 20kV. The HKL Channel 5 software was used for the
EBSD information collection and characterization. EBSD
maps were acquired using step sizes of 0.12–0.5µm to ana-
lyze the twins and substructures in the observation plane
Fig. 1 Observation surface of the samples for EBSD measurement

Evolution ofAnnealing Twins andRecrystallization Texture inThin-Walled Copper Tube During…
1 3
containing the drawing direction and circumferential direc-
tion (DD-CD). In this study, a critical misorientation angle
of 2° was applied to observe boundaries in the orientation
maps, where low-angle grain boundaries (LAGBs) and high-
angle grain boundaries (HAGBs) were defined as boundaries
between grains with misorientation 2–10° and > 10°, respec-
tively. The average grain size was obtained by using Atex
software with twins not included as separate grains. And
the Atex software was also used to determine the volume
fractions of different texture components, within a spread
of 15° around their respective ideal locations in Euler space.
3 Results andAnalysis
3.1 Microstructure Evolution
Figure2 reveals the initial microstructure of drawn tube
characterized by the orientation map, and it is visible that
the grains were elongated and fibered after the drawing
deformation. Figure2a shows the distribution of grain size
on the observation surface, with a minimum of 1.28μm
and a maximum of 45.05μm. Figure2b shows deforma-
tion texture in the initial tube, a large proportion of copper
{112} 〈111〉 component, and a weak Goss {110} 〈001〉
component. Previous studies [36] have reported the texture
evolution of copper tube and its relationship with the area
reduction during floating plug drawing process.
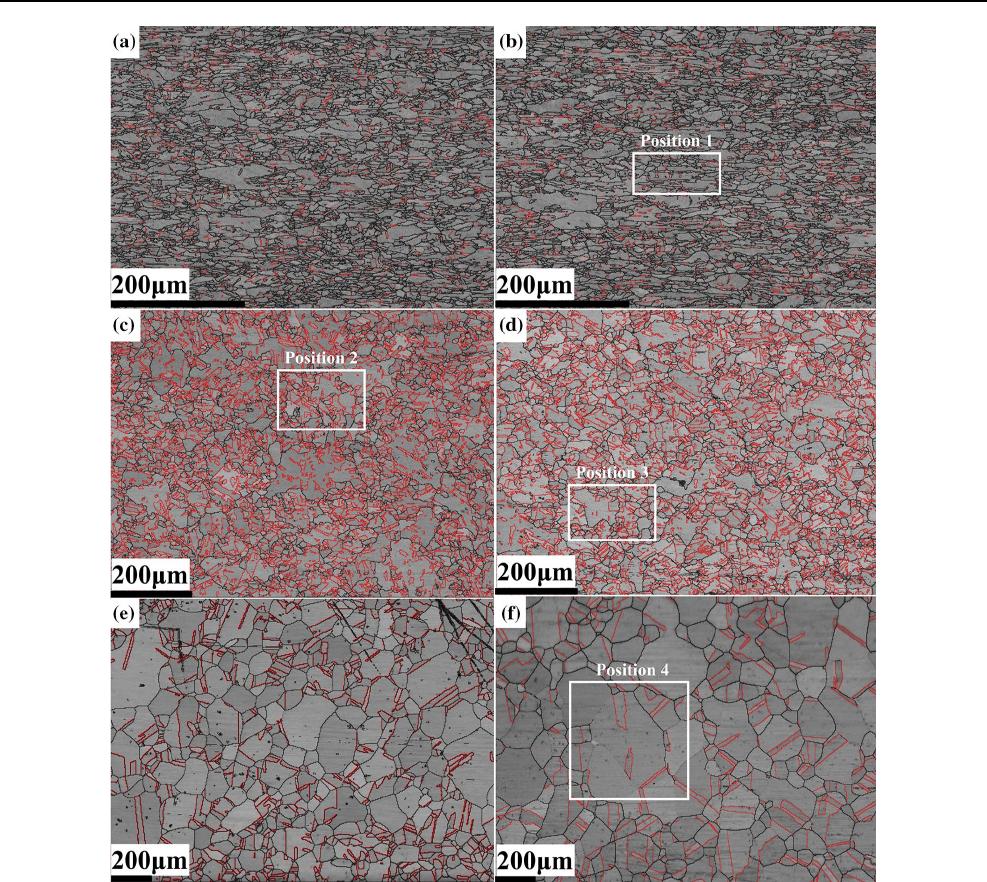
The EBSD maps character from the copper tube sam-
ples after heat treatment at temperatures ranging from 200
°C to 900 °C (without holding time due to the thin wall
thickness) is presented in Fig.3. Figure3a, b shows that
the microstructure remains the drawn fiber at 200 and 300
°C, and only a few recrystallization nucleuses are observed
in the stretched grains. Figure3c, d shows a large number
of ∑3 boundaries generated at 400–500 °C, and it can
be seen that the recrystallization grains grow up signifi-
cantly. When the temperature reaches to 700 °C, as shown
in Fig.3e, recrystallized grains occupy the initial micro-
structure. The annealing twins grow with the growth of the
recrystallized grains. When the temperature increases to
900 °C, as seen in Fig.3f, the grains seriously coarsen that
leads to the broaden of the annealing twins in it.
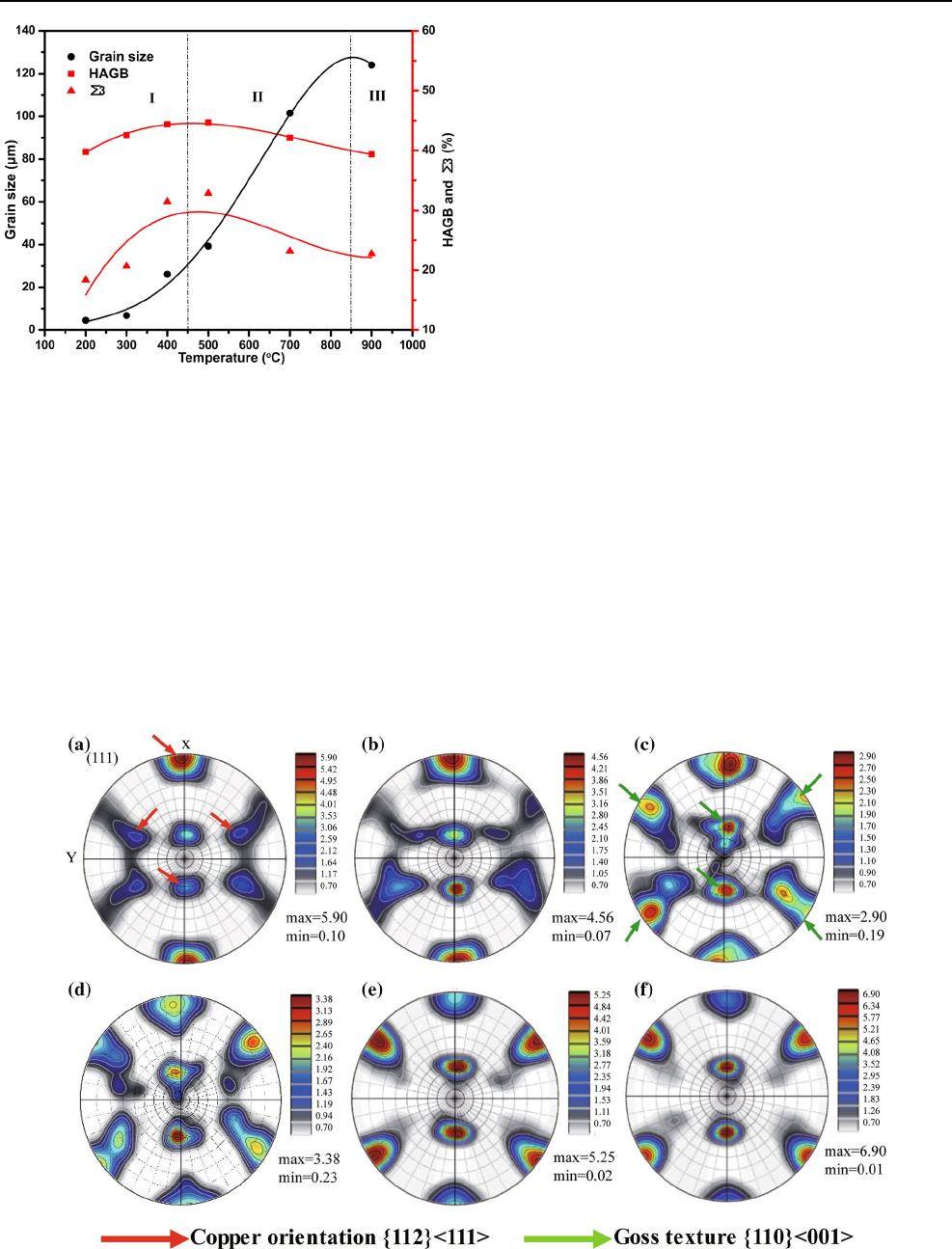
Fig. 2 a EBSD orientation maps of the drawn tube, b texture components on (111) pole figure
S.-W.Wang et al.
1 3
In order to investigate the evolution of recrystallization
grains and annealing twins during heat treatment, further
analysis was carried on the microstructural parameters,
as shown in Fig.4. According to the shape of curves, the
results were divided into three stages using the vertical
dashed lines. This can roughly represent the (I) nucleation,
(II) normal grain growth, and (III) abnormal grain growth.
During stage I, the fraction of high-angle grain boundary
and ∑3 boundaries increases sharply, and the average grain
size (without twins) increases slightly first and then rises
quickly. In stage II, it is seen that the grain size continues
to rise at a greater rate, while the HAGBs and ∑3 bounda-
ries decrease slowly. When the temperature comes near 900
°C, the grain size increases slowly and the HAGBs and ∑3
boundaries tend to be stable. It is obvious that the evolution
of HAGBs content with temperature has the same tendency
with ∑3 boundaries.
3.2 Texture Evolution
In order to examine the orientation of recrystallization
grains during heat treatment, pole figure (PF) was calcu-
lated by using Atex software. Figure5 shows the creation
and evolution of different texture components. As shown
in Fig.5a, two texture components can be observed in
the initial drawn tube, which are marked as Goss compo-
nent {110} 〈001〉 and copper component {112} 〈111〉.
And the intensity of copper component is much higher
Fig. 3 EBSD maps from the observation plane (DD-CD) of the tubes annealed at: a 200 °C, b 300 °C, c 400 °C, d 500 °C, e 700 °C, f 900 °C.
Black lines and red lines show HAGBs and Σ3 boundaries, respectively
Evolution ofAnnealing Twins andRecrystallization Texture inThin-Walled Copper Tube During…
1 3
than the other one. During the heat treatment process, the
maximum intensity of texture decreased first (from 5.9 to
2.9) and then increased again (from 2.9 to 6.9), and the
turning point is at 400 °C. Along with this tendency, it is
corresponding to the weakening of copper component and
enhancing of Goss component. Thus, when the tempera-
ture is 900 °C, Goss texture is the main recrystallization
texture in the thin-walled copper tube.
4 Discussion
4.1 Formation oftheAnnealing Twins
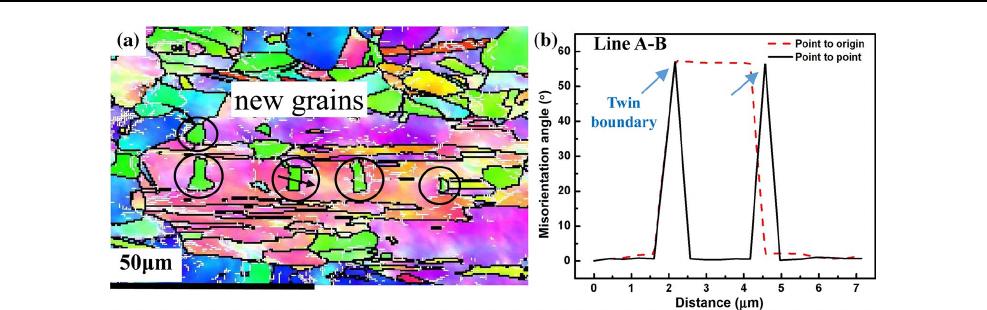
At the first stage of heat treatment, it is clearly observed
that a large number of annealing twins are formed. In order
to examine the nucleation of annealing twins, high-mag-
nification EBSD was applied on the local position in 300
°C (Fig.3b, Position 1), as shown in Fig.6, the black thick
line represents the high-angle grain boundaries (HAGBs),
while the thin white line represents low-angle grain bounda-
ries (LAGBs). The new grains were largely formed in the
stretched grains, and it seems that the nucleation gener-
ated at the grain boundaries and grew toward to inner of
deformed grains. Figure6b shows the line profile along the
black arrow across the new grain in Fig.6a, and it indicated
that the new grain has a twin-orientated relationship (60°
〈111〉) with deformed matrix. Similar orientation relation-
ship had been reported in some other works [39–41], and it
is observed that when a nucleus is formed, it may continue to
grow by twinning. It is known that the formation of anneal-
ing twins is related to the “growth accident,” the coherent
twin boundaries generate at migrating grain boundaries due
to the stacking errors [42]. Therefore, the annealing twin is
likely to form in the FCC metals with low stacking faults
energy. Also, the total boundary energy theory (i.e., the
energy per unit length of both the grain and twin boundary)
Fig. 4 Evolution of microstructural parameters for the tube samples
during heat treatment
Fig. 5 (111) pole figure of samples at various annealing conditions: a 200 °C, b 300 °C, c 400 °C, d 500 °C, e 700 °C, f 900 °C
S.-W.Wang et al.
1 3
can be used to explain why a large number of twins are
favorable to exist in the annealing copper. The reduction of
energy per unit length,
ΔE
, can be estimated using following
equation [39]:
where the
𝜎
GB
and
𝜎
TB
are the energy of the grain bound-
ary and the twin boundary, and the
ΔL
GB
and
ΔL
TB
are the
change in lengths of the grain boundary and twin bound-
ary, respectively. During the annealing treatment, there is
a reduction in boundary energy [39], and it is reported that
in Cu the twin boundary energy is only 4% of the normal
high-angle grain boundary energy [43]. As a result, the for-
mation of twin grain boundaries will minimize the energy
of grain boundaries. This may explain why it is energetically
favorable to keep many twins in copper during annealing.
However, in the drawn tube, the nucleation is accomplished
by the formation of annealing twins alongside the bulged
elongated grains, which had highly density of LAGBs,
instead of the triple junctions [4, 44]. Therefore, the frac-
tion of HAGBs and ∑3 boundaries increased sharply at the
early stage of the heat treatment.
4.2 Evolution ofTwin Boundaries During Grain
Growth Process
At the stage II of heat treatment, the grain size increased
significantly with the increasing of temperature; meanwhile,
the fraction of HAGBs and ∑3 boundaries reached the peak
value and then decreased slowly. It is easy to understand
that the formation of annealing twin requires a moving grain
boundary [15, 16, 20], and it will reflect on the growth of
grain size during heat treatment. When the temperature
continues to increase, the grown grains begin to encounter
with each other, leading to a decrease of grain boundary
migration rate [45]. Therefore, it is difficult for the further
(1)
ΔE =
𝜎
GB
ΔL
GB
+
𝜎
TB
ΔL
TB
,
development of annealing twins. This may be one reason for
the drop of density of ∑3 boundaries.
Another reason is the interaction effect of the encoun-
tered ∑3 boundaries. It is known that the annealing twins
generated randomly alongside the deformed grain bounda-
ries, and as the temperature increased, the twins continue to
growth and encounter with the adjacent ones. Then the new
∑9 boundaries (38.9° 〈110〉 relationship) are expected to
be produced due to the interaction of two encountered ∑3
twin boundaries as depicted by the following rule [46]:
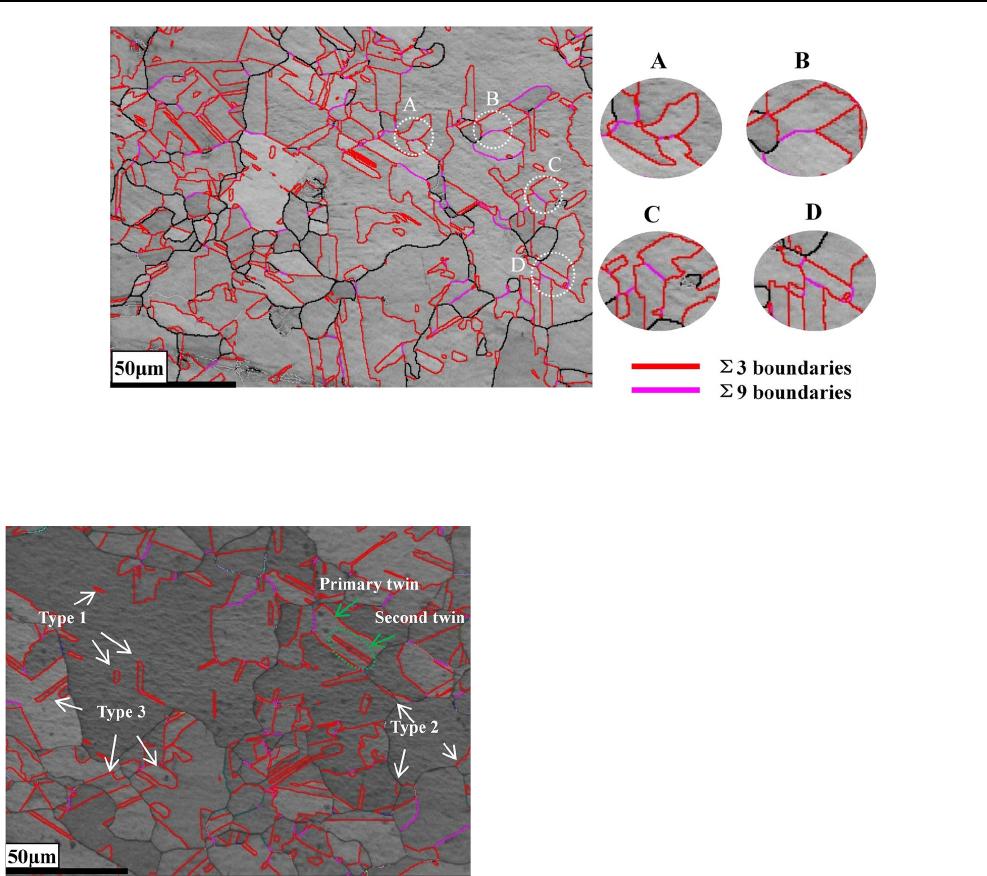
This reaction can also be found in the present heat
treatment, and the microstructure at 400 °C (Position 2 in
Fig.3c) was taken as an example seen in Fig.7. The HAGBs
are illustrated in black lines, the LAGBs in gray lines, the
∑3 boundaries in red lines, and the ∑9 boundaries in pink
lines. It is noticed that the boundaries of recrystallized grains
are curved and disturbed by the random ∑3 boundaries.
The LAGBs were mostly absorbed by the growth of ∑3
boundaries and normal grain boundaries. The ellipse of A,
B, C, and D illustrates the transition process. The calculated
results by the Channel 5 software showed that ∑9 boundary
fraction is only 0.184% at 300 °C and then reaches 5.24%
at 400 °C and 3.76% at 500 °C, respectively. That is to say,
these unique ∑9 misorientation relationships may finally
transform into normal HAGBs with the further migration
of the twin boundaries [47].
When the grain growth proceeds, the grain boundaries are
gradually straightened, and accordingly, the attached anneal-
ing twins continuously change with the migration of the
grain boundaries. It is obviously that there are three types
annealing twins observed at 500 °C, as shown in Fig.8, the
magnification of Position 3 in Fig.3d. The twin of the type
1 is an island left inner recrystallization grains, the type 2 is
the corner twin with a coherent boundary, and the type 3 is
(2)
∑
3 +
∑
3
↔
∑
9.
Fig. 6 EBSD map of the local position 1 in Fig.3b: a the recrystallized grains, b the misorientation angle along the black arrow. The HAGBs
and LAGBs are presented by black and gray lines, respectively
Evolution ofAnnealing Twins andRecrystallization Texture inThin-Walled Copper Tube During…
1 3
the band-like twin that spans opposite sides of the grain or
terminates within the grain. The type 1 twins almost were
nonexistent when the heat-treated temperature reaches to
700 °C as seen in Fig.3e. It is assumed that the size of island
twins would decrease slowly without energy support and
finally have been fully absorbed by the growing grains. But
the type 2 twins were produced continuously at the triple
junction between grains [43], as seen in Fig.8, because of
the lower grain boundaries energy. The moving direction
of the coherent twin boundaries is toward inner grain and
lengthens with the grain growth. The primary type 3 twins
become thickening and lengthening with the growth of the
recrystallization grains and gradually become dominate at
the grain growth stage, as shown in Fig.3e, f. Also, it is
noted that new twins of type 3 occurred alongside the recrys-
tallized grain boundaries, and especially, within a primary
twin, which are marked in green circle in Fig.8. These new
twins of type 3 generated during the grain growth period
may be called second-order annealing twins, but only with
a small fraction. This can explain the stabilization of ∑3
boundaries fraction at stage III.
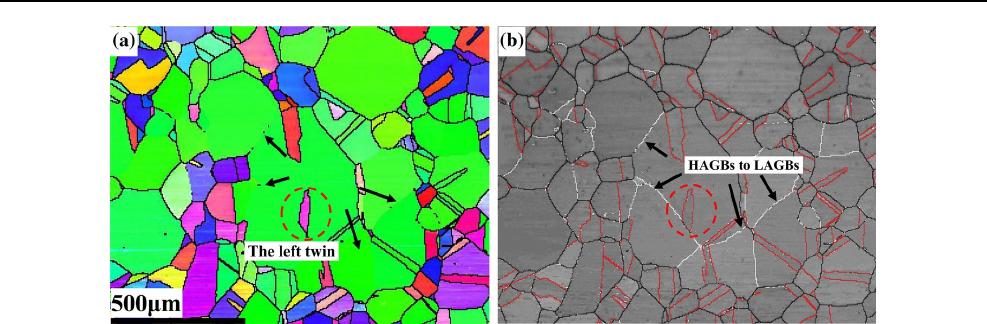
4.3 Eect oftheInteraction ofGoss Orientation
Grain Growth
As shown in Fig.5, the temperature at 400 °C is a turn-
ing point of the transformation from deformation textures
to recrystallization textures, which is corresponding to the
dominative component from copper {112} 〈111〉 to Goss
{110} 〈001〉. The Goss component becomes strong as the
temperature increases. Previous researches show that during
the grain growth after the primary recrystallization, there
is an exaggerated growth of some grains with an orienta-
tion advantaged at the expense of other newly formed grains
[43]. The principal thermodynamic driving force of the grain
growth is the tendency to diminish the overall grain bound-
ary ‘surface’ energy [48]. Thus, as the grains grow in size
and decrease in numbers, the grain boundary area diminishes
and the total surface energy is lowered accordingly [48]. In
addition, the certain oriented grains have a growth advan-
tage to other grains [49], and the strong recrystallization
texture develops. As shown in Fig.9a, the magnification
of local Position 4 in Fig.3f, the growth of Goss grains
has an obvious advantage than others in size. In Fig.9b,
the HAGBs were shown in black lines, the LAGBs were
shown in white lines, and the twin boundaries were shown
Fig. 7 Grain boundary map of the local position 2 in Fig.3c. The HAGBs, Σ3, and Σ9 twin boundaries are represented by black, red, and pink
lines, respectively
Fig. 8 Grain boundary map of the local position 3 in Fig. 3d. The
HAGBs, Σ3, and Σ9 twin boundaries are represented by black, red,
and pink lines, respectively
S.-W.Wang et al.
1 3
in red lines, respectively. The rapid growing of orientated-
advantage Goss grains will encounter each other and form
LAGBs (shown as the black arrows) with further increasing
annealing temperatures. This will significantly decrease the
fraction of HAGBs and the fraction of Σ3 concurrently, as
shown in Fig.4. Figure9b illustrates the grains combining
process, and similar result was reported in Cu-45at.% Ni
alloy [50] that during grain growth the random-orientated
grains are consumed by cube-oriented grains, which leads
to the obvious decrease of HAGBs. During this combining
process, the twin of type 3 marked in red circle was left
inner the grown grain and thus transforms to type 1 twin. It
is assumed that the left twins will be absorbed by the growth
of grain as the temperature continues to rise, or they will be
pinned by the impurities and preserved in the matrix.
5 Conclusions
(1) The fraction of Σ3 boundaries increases sharply at the
early stage of heat treatment, which is consistent with
the variation trend of HAGBs. The migration of the
HAGBs and minimum grain boundary energy theory
will contribute to the formation of large number of
annealing twins during recrystallization.
(2) At the middle stage of recrystallization process,
the migration rate of grain boundaries decreases on
account of the grain growth; meanwhile, the unique
Σ9 boundaries are formed due to the interaction of the
Σ3 boundaries. As a result, the Σ3 boundaries as well
as the HAGBs decrease rapidly.
(3) During the grain coarsening stage, a strong recrystalli-
zation texture was formed due to the fact that the grains
of Goss orientation have a growth advantage over the
others. These grains encounter with each other by trans-
forming the common HAGBs into LAGBs as well as
consuming the left twins to further growth, which leads
to the decrease of the fraction of HAGBs and the frac-
tion of Σ3 concurrently.
Acknowledgements This work was financially supported by the
Natural Science Foundation of Shandong Province under Grant No.
ZR2018MEE005.
References
[1] H.C.H. Carpenter, S. Tamura, Proc. R. Soc. Lond. A 113, 28
(1926)
[2] D. Field, L. Bradford, M. Nowell, T. Lillo, Acta Mater. 55, 4233
(2007)
[3] T.H. Chuang, H.C. Wang, C.H. Tsai, C.C. Chang, C.H. Chuang,
J.D. Lee, H.H. Tsai, Scr. Mater. 67, 605 (2012)
[4] B. Lin, Y. Jin, C.M. Hefferan, S.F. Li, J. Lind, R.M. Suter, M.
Bernacki, N. Bozzolo, A.D. Rollett, G.S. Rohrer, Acta Mater. 99,
63 (2015)
[5] D.G. Brandon, Acta Mater. 14, 1479 (1966)
[6] V. Randle, Acta Mater. 52, 4067 (2004)
[7] V. Randle, Mater. Sci. Technol. 26, 774 (2010)
[8] T. Watanabe, J. Mater. Sci. 46, 4095 (2011)
[9] K. Lu, L. Lu, S. Suresh, Science 324, 349 (2009)
[10] C.A. Stein, A. Cerrone, T. Ozturk, S. Lee, P. Kenesei, H. Tucker,
R. Pokharel, J. Lind, C. Hefferan, R.M. Suter, A.R. Ingraffea, A.D.
Rollett, Curr. Opin. Solid St. M. 18, 244 (2014)
[11] E.A. Holm, S.M. Foiles, Science 328, 1138 (2010)
[12] W.G. Burgers, C.G. Dunn, F. Lionetti, A.J. Shaler, L.D. Jaffe,
Trans. AIMME 185, 860 (1949)
[13] W.G. Burgers, J.C. Meijs, T.J. Tiedema, Acta Mater. 1, 75 (1953)
[14] S. Dash, N. Brown, Acta Mater. 11, 1067 (1963)
[15] H. Gleiter, Acta Mater. 17, 1421 (1969)
[16] S. Mahajan, C.S. Pande, M.A. Imam, B.B. Rath, Acta Mater. 45,
2633 (1997)
[17] C.S. Pande, M.A. Imam, B.B. Rath, Met. Trans. A 21, 2891 (1990)
[18] R.L. Fullman, J.C. Fisher, J. Appl. Phys. 22, 1350 (1951)
[19] P.J. Goodhew, Metal Sci. 13, 108 (1979)
[20] M.A. Meyers, L.E. Murr, Acta Mater. 26, 951 (1978)
[21] L.E. Murr, J. Appl. Phys. 39, 5557 (1968)
Fig. 9 IPF map and grain boundary map of the local Position 4 in Fig.4e: a IPF, b grain boundary map. The HAGBs, LAGBs, and Σ3 twin
boundaries are represented by black, white, and red lines, respectively

Evolution ofAnnealing Twins andRecrystallization Texture inThin-Walled Copper Tube During…
1 3
[22] X.P. Chen, L.F. Li, H.F. Sun, L.X. Wang, Q. Liu, Mater. Sci. Eng.,
A 622, 108 (2015)
[23] X.M. Chen, Y.C. Lin, F. Wu, J. Alloys Compd. 724, 198 (2017)
[24] W. Wang, S. Lartigue-Korinek, F. Brisset, A.L. Helbert, J. Bour-
gon, T. Baudin, J. Mater. Sci. 50, 2167 (2014)
[25] E. Niloofar, Z.H. Abbas, S. Amirali, A.L. Helbert, B. Thierry,
Adv. Eng. Mater. 20, 1700928 (2018)
[26] S. Suwas, R.K. Ray, Crystallographic Texture of Materials, 1st
edn. (Brian Derby, Manchester, 2014)
[27] C.F. Gu, L.S. Toth, Y.D. Zhang, M. Hoffman, Scr. Mater. 51, 92
(2014)
[28] J.J. Sidor, L.A.I. Kestens, Scr. Mater. 273, 68 (2013)
[29] Z.N. Mao, R.C. Gu, F. Liu, Y. Liu, X.Z. Liao, J.T. Wang, Mater.
Sci. Eng., A 186, 674 (2016)
[30] G. Anand, K. Barai, R. Madhavan, P.P. Chattopadhyay, Mater. Sci.
Eng., A 114, 638 (2015)
[31] L.F. Shuai, T.L. Huang, G.L. Wu, X. Huang, O.V. Mishin, J.
Alloys Compd. 399, 749 (2018)
[32] J.H. Choi, S.Y. Kang, D.N. Lee, J. Mater. Sci. 4055, 35 (2000)
[33] T. Baudin, A.L. Etter, R. Penelle, Mater. Charact. 947, 58 (2007)
[34] N.A. Hamdany, H.G. Brokmeier, M. Salih, Z.Y. Zhong, B.
Schwebke, N. Schell, W. Gan, Mater. Charact. 125, 139 (2018)
[35] S.W. Wang, S.H. Zhang, H.W. Song, Y. Chen, Chin. J. Nonferrous
Met. 4, 782 (2019)
[36] S.W. Wang, Y. Chen, H.W. Song, A.A. El-Aty, J.S. Liu, S.H.
Zhang, Int. J. Mater. Form. (2020). https ://doi.org/10.1007/s1228
9-020-01538 -z
[37] K.H. Song, Y.B. Chun, S.K. Hwang, Mater. Sci. Eng., A 454, 629
(2007)
[38] K.K. Alaneme, E.A. Okotete, J. Sci.: Adv. Mater. Devices 4, 19
(2019)
[39] Q.Y. He, T.L. Huang, L.F. Shuai, Y.B. Zhang, G.L. Zhang, X.X.
Huang, D.J. Jensen, Scr. Mater. 153, 68 (2018)
[40] G.L. Wu, D.J. Jensen, Acta Mater. 55, 4955 (2007)
[41] T.J. Sabin, G. Winther, D.J. Jensen, Acta Mater. 51, 3999 (2003)
[42] S. Mahajan, Scr. Mater. 68, 95 (2013)
[43] F.J. Humphreys, M. Hatherly, Recrystallization and Related
Annealing Phenomena, 2nd edn. (Pergamon, New York, 2004)
[44] W.X. Chen, C. Jia, B.J. Hu, C.W. Zheng, D.Z. Li, Mater. Sci. Eng.,
A 733, 419 (2018)
[45] W.L. Grube, S.R. Rouze, Can. Metall. Quart. 2, 31 (1963)
[46] L.C. Lim, R. Raj, Acta Mater. 32, 1177 (1984)
[47] H. Beladi, P. Cizek, P.D. Hodgson, Metall. Mater. Trans. A 40,
1175 (2009)
[48] H. Kim, C. Kang, M. Huh, O. Engler, Scr. Mater. 57, 325 (2007)
[49] P.R. Rios, G. Gottstein, L.S. Shvindlerman, Mater. Sci. Eng., A
332, 231 (2002)
[50] H. Tian, H.L. Suo, O.V. Mishin, Y.B. Zhang, D.J. Jensen, J.C.
Grivel, J. Mater. Sci. 48, 4183 (2013)
