METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 29A, OCTOBER 1998—2503
Factors Influencing the Equilibrium Grain Size in Equal-
Channel Angular Pressing: Role of Mg Additions to Aluminum
YOSHINORI IWAHASHI, ZENJI HORITA, MINORU NEMOTO, and
TERENCE G. LANGDON
Experiments were undertaken to compare the equal-channel angular (ECA) pressing of Al-1 pct Mg
and Al-3 pct Mg solid-solution alloys with pure Al. The results reveal both similarities and differ-
ences between these three materials. Bands of subgrains are formed in all three materials in a single
passage through the die, and these subgrains subsequently evolve, on further pressings through the
die, into an array of grains with high-angle boundaries. However, the addition of magnesium to an
aluminum matrix decreases the rate of recovery and this leads, with an increasing Mg content, both
to an increase in the number of pressings required to establish a homogeneous microstructure and
to a decrease in the ultimate equiaxed equilibrium grain size. It is concluded that alloys exhibiting
low rates of recovery should be especially attractive candidate materials for establishing ultrafine
structures through grain refinement using the ECA pressing technique.
I. INTRODUCTION
It is now established that ultrafine grain sizes, in the
submicrometer or nanometer range, may be introduced into
polycrystalline metals through the use of an intense plastic
straining technique known as equal-channel angular (ECA)
pressing.
[1,2]
In this procedure, a sample is pressed through
a die in which two channels, equal in cross section, intersect
at an angle of F, with an additional angle of C defining
the arc of curvature at the outer point of the intersection of
the two channels. The use of the ECA pressing technique
has two advantages, in that it introduces no porosity into
the material and it offers the potential for making large bulk
samples.
Earlier reports described the ECA pressing of pure Al,
[3]
an Al-3 pct Mg solid-solution alloy
[4,5]
and a commercial
Al-Mg-Li-Zr alloy
[6,7]
to produce equilibrium grain sizes of
;1, ;0.2, and ;1.2
m
m, respectively. The reason for these
differences in the ultimate stable grain size is not under-
stood at the present time, and the measured grain sizes ap-
pear not to correlate to the temperature of pressing because
the pure Al and Al-3 pct Mg alloy were both pressed at
room temperature whereas the Al-Mg-Li-Zr alloy was
pressed at 673 K. Furthermore, Ferrasse et al.
[8,9]
pressed
samples of CDA 101 oxygen-free copper and Al-3003 and
Al-6061 alloys under identical conditions and reported
achieving the same equilibrium grain sizes of ;0.2 to
;0.4
m
m in each material. From the limited results available
to date, no firm conclusions can be reached concerning the
factors which influence the ultimate stable grain sizes in
ECA pressing experiments.
YOSHINORI IWAHASHI, formerly Graduate Student with the
Department of Materials Science and Engineering, Kyushu University, is
Staff Engineer, Nagasaki Shipyard and Machinery Works, Mitsubishi Heavy
Industries, Ltd., Fukahori, Nagasaki 851-03, Japan. ZENJI HORITA,
Associate Professor, and MINORU NEMOTO, Professor, are with the
Department of Materials Science and Engineering, Kyushu University,
Fukuoka 812-8581, Japan. TERENCE G. LANGDON, Professor, is with
the Departments of Materials Science and Mechanical Engineering,
University of Southern California, Los Angeles, CA 90089-1453.
Manuscript submitted December 30, 1997.
The present investigation was undertaken in order to pro-
vide information on the variation of the equilibrium grain
size established by ECA pressing in samples of aluminum
with Mg additions. Magnesium was selected as the alloying
element because it is well known that the presence of Mg
atoms reduces the dislocation mobility and introduces solid-
solution strengthening, and this increase in strength is ac-
companied by little or no change in the overall ductility of
the material.
[10]
In addition, the presence of Mg in solid
solution gives rise to shear band formation during the cold
rolling of aluminum,
[11]
and this may have important con-
sequences when ECA pressing is performed at room tem-
perature.
II. EXPERIMENTAL MATERIAL AND
PROCEDURES
A. Materials
Tests were undertaken using the following two Al-Mg
alloys.
(1) An Al-1.0 wt pct Mg solid-solution alloy, equivalent to
Al-1.1 at. pct Mg, with 0.003 pct Si and 0.001 pct Fe
as minor impurities. This material was received in the
form of a cold-rolled billet with a width of 150 mm, a
thickness of 25 mm, and a length of ;1 m. A block
having dimensions of 150 3 25 3 100 mm
3
was cut
from the billet. For an ECA pressing facility with a
square cross section, the block was rolled at room tem-
perature to a final thickness of ;12 mm and then bars,
having dimensions of 10 3 10 3 60 mm
3
, were cut,
ground, and annealed at 773 K for 1 hour. For a press-
ing facility with a circular cross section, rods were cut
with dimensions of 25 3 25 3 150 mm
3
and these rods
were swaged to a diameter of 10 mm, cut into lengths
of 60 mm, and then annealed for 1 hour at 773 K.
Microstructural observations revealed a grain size of
;500
m
m prior to ECA pressing.
(2) An Al-3.0 wt pct Mg solid-solution alloy, equivalent to
Al-3.3 at. pct Mg, with 0.004 pct Si and 0.001 pct Fe
as minor impurities. The sample preparation for this
2504—VOLUME 29A, OCTOBER 1998 METALLURGICAL AND MATERIALS TRANSACTIONS A
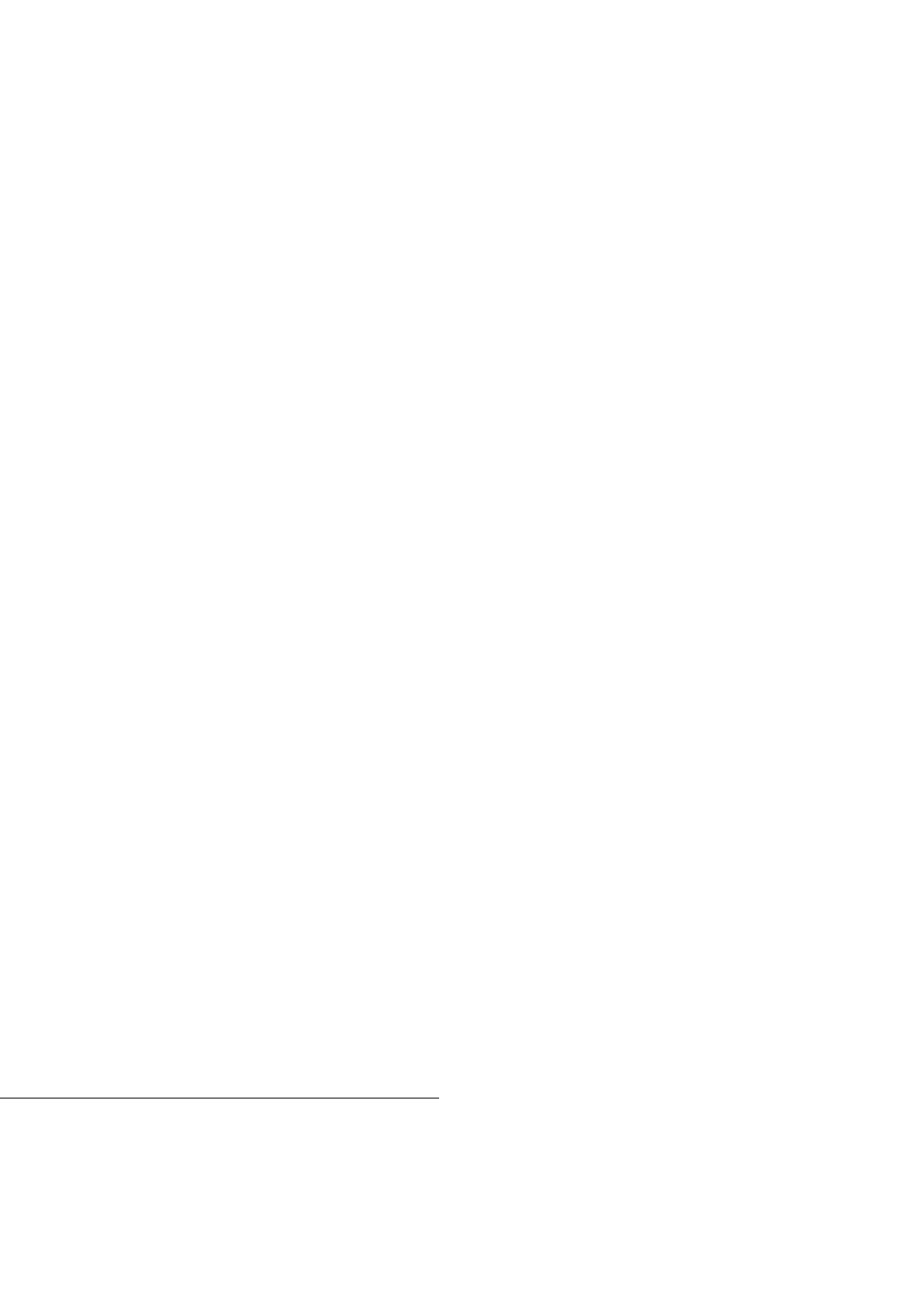
Fig. 1—Microstructures in Al-1 pct Mg after a single passage through the
die together with the corresponding SAED patterns.
Fig. 2—Microstructures in Al-1 pct Mg after four pressings using route
B together with the corresponding SAED patterns.
material prior to ECA pressing was identical to that of
the Al-1 pct Mg alloy. The grain size of this alloy after
annealing for 1 hour at 773 K was also ;500
m
m.
For comparison purposes, some additional experiments
were also conducted using samples of pure (99.99 pct) alu-
minum cut from a cold-rolled plate. Prior to ECA pressing,
this material was annealed for 1 hour at 773 K to give a
measured grain size of ;1.0 mm. Further details of the
specimen preparation for pure Al were given previously.
[3,12]
B. ECA Pressing Facility
Two different ECA pressing facilities were used in this
work, with the channels having either square or circular
cross sections.
The ECA pressing facility with the channel having a
square cross section had entrance and exit channels of 10.3
3 10.3 mm
2
and 10 3 10 mm
2
, respectively, and the angles
associated with the channel were F590 deg and C . 20
deg. The die was constructed by using several pieces of
SKD11 tool steel (Fe-1.4 to 1.6 pct C, 11 to 13 pct Mn,
0.8 to 1.2 pct Cr, 0.2 to 0.5 pct V) and assembling these
pieces into an L-shaped channel which was held together
by bolting it between two flat blocks of tool steel. This
improved facility had the advantage of avoiding any break-
ing which may occur at the sharp corners when, as in earlier
experiments,
[12]
a single channel was machined directly into
one of the two blocks. The second pressing facility had a
channel with a circular cross section, with diameters of 10.3
and 10 mm at the entrance and exit, respectively, and with
F590 deg and C . 90 deg. This die was constructed by
mechanically drilling and grinding a single channel into a
solid block of SKD11 tool steel.
In practice, it was found that both facilities gave essen-
tially identical microstructures after any selected number of
pressings. Therefore, for convenience, no further distinction
will be made between the samples pressed using these two
different facilities.
C. Procedure for ECA Pressing
All of the ECA pressing was conducted at room temper-
ature, with a pressing speed of ;19 mm s
21
, using MoS
2
as a lubricant. The strain introduced during a single passage
through the die may be estimated by substituting the ap-
propriate values of F and C into a relationship derived
earlier
[13]
which has been shown through model experiments
to provide an accurate estimate of the strain in the absence
of any effects associated with friction at the channel
walls.
[14]
Specifically, the relationship predicts that each
pressing, for both dies, gives a strain which is close to ;1;
repetitive pressings of the same sample were performed in
these experiments to achieve high strains.
When conducting repetitive pressings, it is possible to
define three distinct processing routes: route A denotes re-
petitive pressings without rotation of the sample, route B
denotes repetitive pressings where the sample is rotated in
the same direction by 90 deg between each pressing, and
route C denotes repetitive pressings where the sample is
rotated by 180 deg between each pressing. These process-
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 29A, OCTOBER 1998—2505
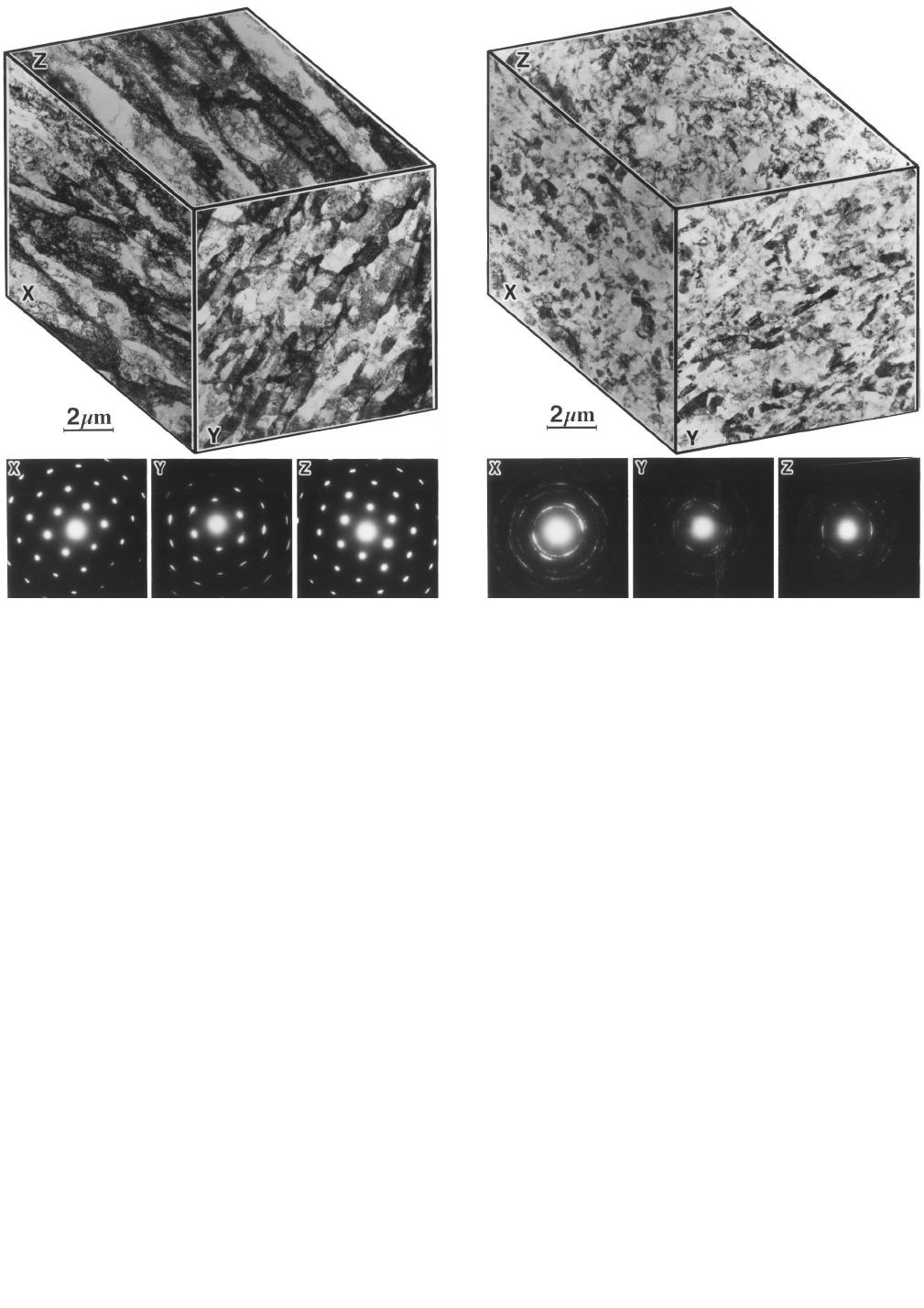
Fig. 3—Microstructures in Al-1 pct Mg after six pressings using route B
together with the corresponding SAED patterns.
Fig. 4—Microstructures and SAED patterns for Al-3 pct Mg after six
pressings using route B showing regions with boundaries having (a) high
angles and (b) low angles.
ing routes lead to different microstructural results because
of the concomitant changes in the shearing patterns within
the crystalline material. In practice, it was shown earlier
that route B is generally preferable because it accelerates
the attainment of an array of high-angle grain boundaries.
[12]
As a consequence of this earlier observation, most of the
tests in the present investigation were conducted using route
B.
D. Microstructural Examination
Microstructural observations were made by transmission
electron microscopy (TEM) after ECA pressing, using spec-
imens prepared from sections of the pressed samples cut in
three mutually perpendicular directions, where the x plane
is perpendicular to the longitudinal axis of the pressed sam-
ple and the y and z planes lie parallel to the side faces and
the top surface of the sample at the point of exit from the
die, respectively. Selected-area electron diffraction (SAED)
patterns were taken from regions having diameters of 12.3
m
m. Full details of the procedure for TEM observations
were given earlier.
[3]
E. Tensile Testing after ECA Pressing
An electrical spark discharge machine was used to pre-
pare tensile specimens, after ECA pressing, with gage
lengths perpendicular to the x plane and with gage sections
having lengths of 12 mm and cross sections of 3.5 3 2.2
mm
2
. All tensile tests were conducted in air at room tem-
perature, using a testing machine operating at a constant
rate of cross-head displacement with an initial strain rate of
3.3 3 10
24
s
21
.
III. EXPERIMENTAL RESULTS
A. Microstructural Observations
An earlier report gave a detailed description of the mi-
crostructural development in samples of pure Al and, in
particular, it was noted that a homogeneous equiaxed mi-
crostructure was achieved after four repetitive pressings
when using a 90 deg rotation between each pressing in the
procedure designated as route B.
[12]
These earlier observa-
tions are not repeated here, but emphasis will be placed
instead on the ECA pressing of the Al-Mg alloys using
route B in order to identify the significance of the Mg ad-
ditions under optimum pressing conditions.
1. Al-1 pct Mg alloy
Figure 1 shows the microstructures and the associated
SAED patterns in the x, y, and z planes after a single pas-
sage of the Al-1 pct Mg alloy through the die. As with pure
Al,
[12]
the structure is divided into an array of parallel bands
2506—VOLUME 29A, OCTOBER 1998 METALLURGICAL AND MATERIALS TRANSACTIONS A
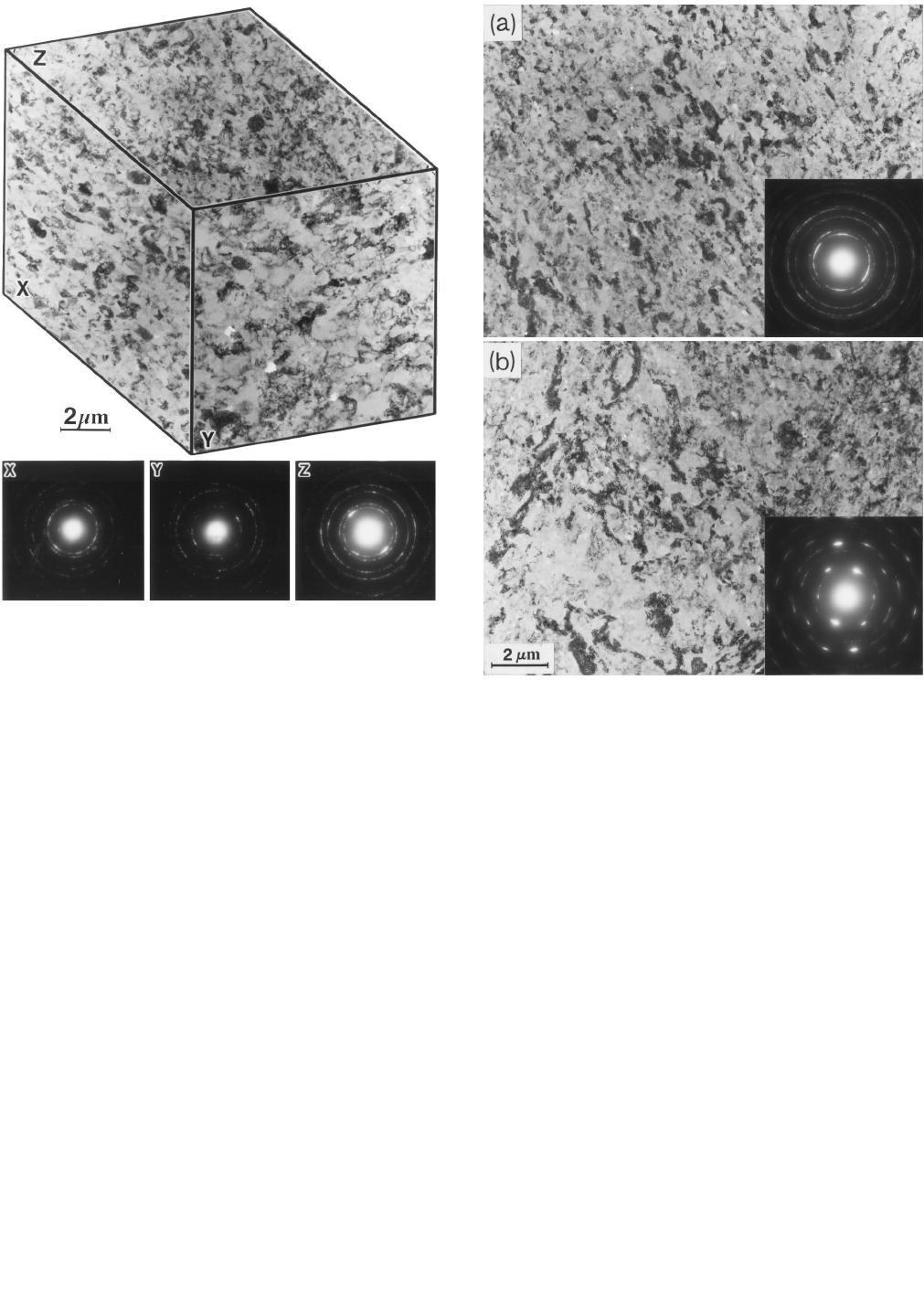
Fig. 5—Microstructures and SAED patterns for Al-3 pct Mg after eight
pressings using route B at (a) low and (b) high magnifications.
of subgrains, with the bands lying essentially parallel to the
shearing direction at 45 deg to the top and bottom edges
of the y plane, perpendicular to the direction of flow in the
z plane, and approximately parallel to the top and bottom
edges of the pressed sample in the x plane. Although these
microstructural trends appear essentially identical to those
reported for pure Al,
[12]
close inspection shows that the av-
erage width of the subgrain bands is significantly smaller
than in the pure Al and, in addition, there is a higher density
of dislocations contained within each subgrain. It is appar-
ent from the SAED patterns that these boundaries have low
angles of misorientation.
Figure 2 shows the microstructures and SAED patterns
achieved in the Al-1 pct Mg alloy after a total of four press-
ings through the die, using processing route B. In this con-
dition, the microstructure is reasonably equiaxed and
homogeneous in the x and z planes but, nevertheless, there
remains some evidence for the presence of a banded struc-
ture in the y plane. This observation contrasts with that for
pure Al, where the grains were essentially equiaxed in all
three planes of sectioning after a total of only four pressings
using route B.
[12]
Thus, an immediate conclusion from these
experiments is that the addition of only 1 pct of Mg to the
aluminum metal serves, at least partially, to retard the ev-
olution of the equiaxed microstructure. It is apparent from
Figure 2 that the SAED patterns now form diffracted beams
which are scattered around rings, thereby indicating that, as
in pure Al after four pressings,
[12]
the misorientations of
many of the boundaries have evolved into high angles.
The effect of additional pressings is illustrated in Figure
3 for a sample subjected to six passages through the die,
using route B. The grains after six pressings are fairly
equiaxed and almost homogeneously distributed in each of
the x, y, and z planes, the grain boundaries have high angles
of misorientation, and it is apparent that the grain size is
very small.
2. Al-3 pct Mg alloy
A series of pressings of the Al-3 pct Mg alloy, for dif-
ferent numbers of passages through the die, revealed that
the evolution of a homogeneous equiaxed configuration of
grains occurred even more slowly in this material than in
the Al-1 pct Mg alloy. This trend is illustrated by the two
microstructures shown in Figure 4, taken from the x plane
after a total of six pressings using route B. In Figure 4(a),
the microstructure shows a fairly equiaxed array of grains
which, based on the SAED pattern, contains grain bound-
aries having high angles of misorientation: this result is,
therefore, consistent with observations on the Al-1 pct Mg
alloy after six pressings, as shown in Figure 3. However,
it is also apparent from Figure 4(b), showing another area
taken from the same specimen, that there remain some areas
of subgrains where the boundaries have low angles of mis-
orientation, as illustrated by the net pattern from an orien-
tation close to [110]. Thus, the Al-3 pct Mg alloy exhibits
a markedly inhomogeneous microstructure after a total of
six pressings, and there are separate and interspersed
regions containing grains having either high or low angles
of misorientation.
Since it was not possible to achieve a homogeneous
equiaxed structure in the Al-3 pct Mg alloy after six press-
ings, an additional sample was pressed through the die to
a total of eight pressings. Typical microstructures after eight
pressings are shown in Figure 5 for the x plane at (a) low
and (b) high magnifications, respectively. Careful inspec-
tion in this condition led to the conclusion that the micro-
structure was essentially homogeneous, with almost all of
the boundaries having high angles of misorientation, as il-
lustrated by the well-defined rings in the SAED pattern in
Figure 5(a) and the clear presence of individual diffraction
spots scattered around each ring in Figure 5(b). It is ap-
parent also, from a comparison of Figures 5(a) and 3, that
the grain size in the Al-3 pct Mg alloy is even smaller than
in the Al-1 pct Mg alloy after six pressings. At the higher
magnification in Figure 5(b), many of the grain boundaries
are not well defined and the visible boundaries are generally
curved instead of straight. This feature of poorly defined
and curved boundaries is consistent with earlier reports, ob-
tained using high-resolution electron microscopy, showing
the development of arrays of high-energy nonequilibrium
grain boundaries and the presence of high densities of dis-
locations in Al-Mg alloys after intense plastic straining us-
ing a torsion straining procedure.
[15]
B. Boundary Misorientations
The spreading of the spots in the SAED patterns was
used to provide information on the average misorientations

METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 29A, OCTOBER 1998—2507
(a)
(b)
Fig. 6—Variation of the spreading of spots in the SAED patterns with number of pressings for (a) Al-1 pct Mg and (b) Al-3 pct Mg.
between the grains visible in the aperture.* Figure 6 shows
*It should be noted that the SAED patterns were obtained in this
investigation using a 12.3
m
m aperture, which includes diffraction spots
from numerous grains. Thus, the measured spot spreading does not
provide a quantitative measure of the misorientations between neighboring
grains but, nevertheless, by maintaining a constant aperture size, the
spreading may be used as a qualitative measure of the evolution of the
boundary misorientations during repetitive strainings.
[12]
A full
characterization of the individual boundary misorientations requires an
alternative procedure such as EBSD analysis, and this work is currently
in progress; a detailed report of these quantitative measurements will be
given later.
the variation of the spreading of the spots with the number
of pressings through the die for (a) the Al-1 pct Mg and
(b) the Al-3 pct Mg alloys, respectively, with the data fur-
ther divided to distinguish between routes A, B, and C and
with individual data points shown for measurements in the
x, y, and z planes. For both alloys and each processing
route, the spreading and, therefore, the average angle of
misorientation of the boundaries increases with an increas-
ing number of pressings through the die and, therefore, with
an increasing strain. Close inspection of the data shows that
the evolution into high angles of misorientation occurs
more slowly in the Al-3 pct Mg alloy, but the evolution is
consistently more rapid in the y plane in both alloys. This
observation is reasonable because this plane is associated
with maximum shearing. A comparison with the earlier data
documented for pure Al.
[12]
shows that the overall rate of
evolution in misorientation angle is fairly similar in pure
Al and in the Al-1 pct Mg alloy. In addition, evolution into
high-angle boundaries occurs more rapidly in these alloys
when using processing route B.
C. Grain Size
The grain size of each sample was measured carefully in
the x plane of each material after attaining a homogeneous
and equiaxed structure. These measurements revealed a sig-
nificant decrease in the ultimate equilibrium grain size with
increasing Mg addition, with stabilized grain sizes of ;1.3,
;0.45, and ;0.27
m
m for the pure Al, the Al-1 pct Mg
alloy, and the Al-3 pct Mg alloy, respectively. This de-
crease in grain size with increasing Mg addition is consis-
tent with the reduction in the widths of the subgrain bands
in the Al-Mg alloys.
D. Stress-Strain Behavior before and after ECA Pressing
Following ECA pressing under the optimum condition of
route B, samples were pulled to failure in tension at an
initial strain rate of 3.3 3 10
24
s
21
. Figure 7 shows the
2508—VOLUME 29A, OCTOBER 1998 METALLURGICAL AND MATERIALS TRANSACTIONS A
(a)
(b)
(c)
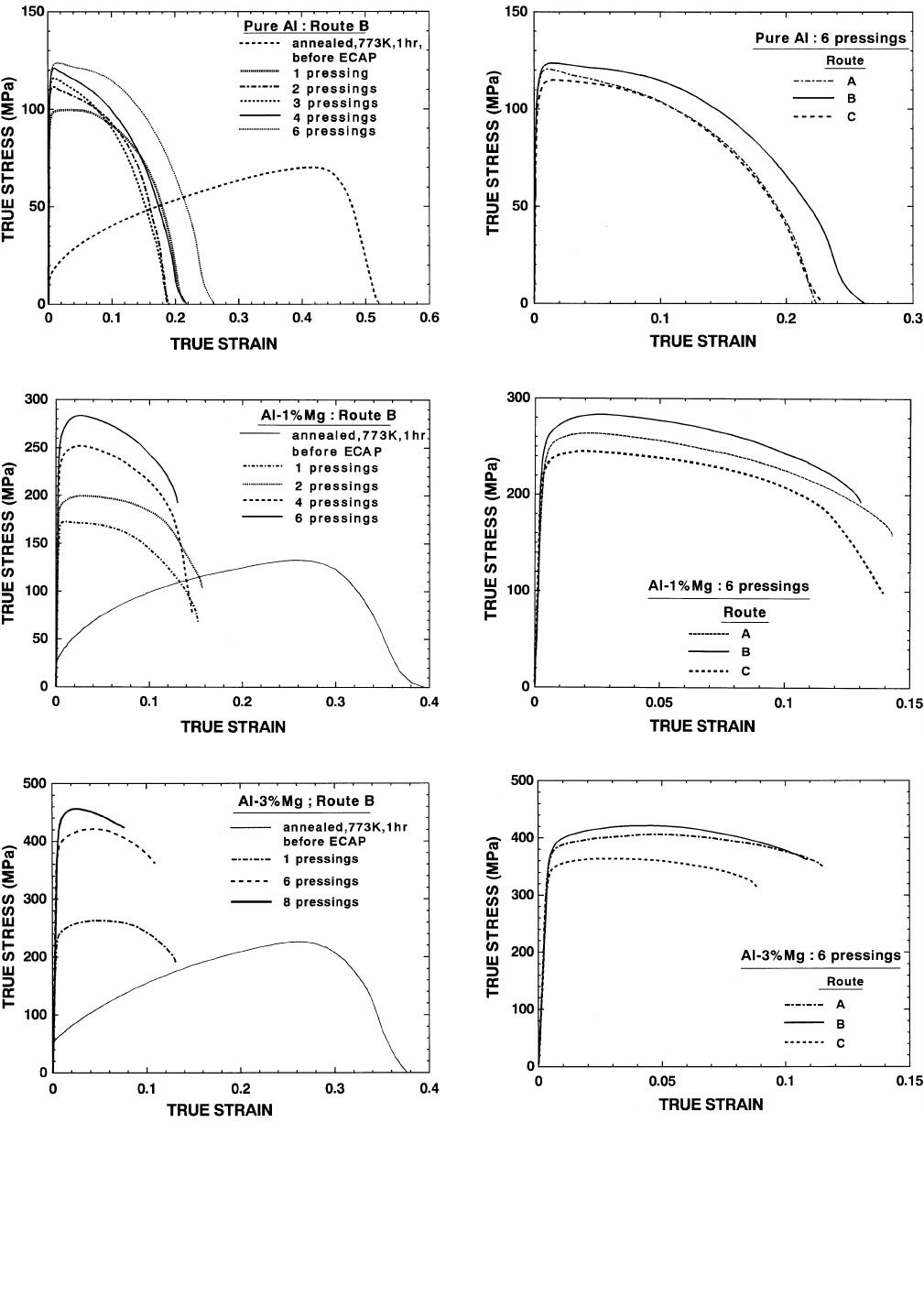
Fig. 7—True stress vs true strain for (a) pure Al, (b) Al-1 pct Mg, and
(c) Al-3 pct Mg pressed using route B.
(a)
(b)
(c)
Fig. 8—True stress vs true strain after six pressings for (a) pure Al, (b)
Al-1 pct Mg, and (c) Al-3 pct Mg using routes A, B, and C.
stress-strain curves for (a) pure Al, (b) Al-1 pct Mg, and
(c) Al-3 pct Mg, respectively; for comparison purposes,
Figure 7 includes also the appropriate curves for each ma-
terial in the unpressed condition with a very large grain
size following annealing for 1 hour at 773 K. Two conclu-
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 29A, OCTOBER 1998—2509
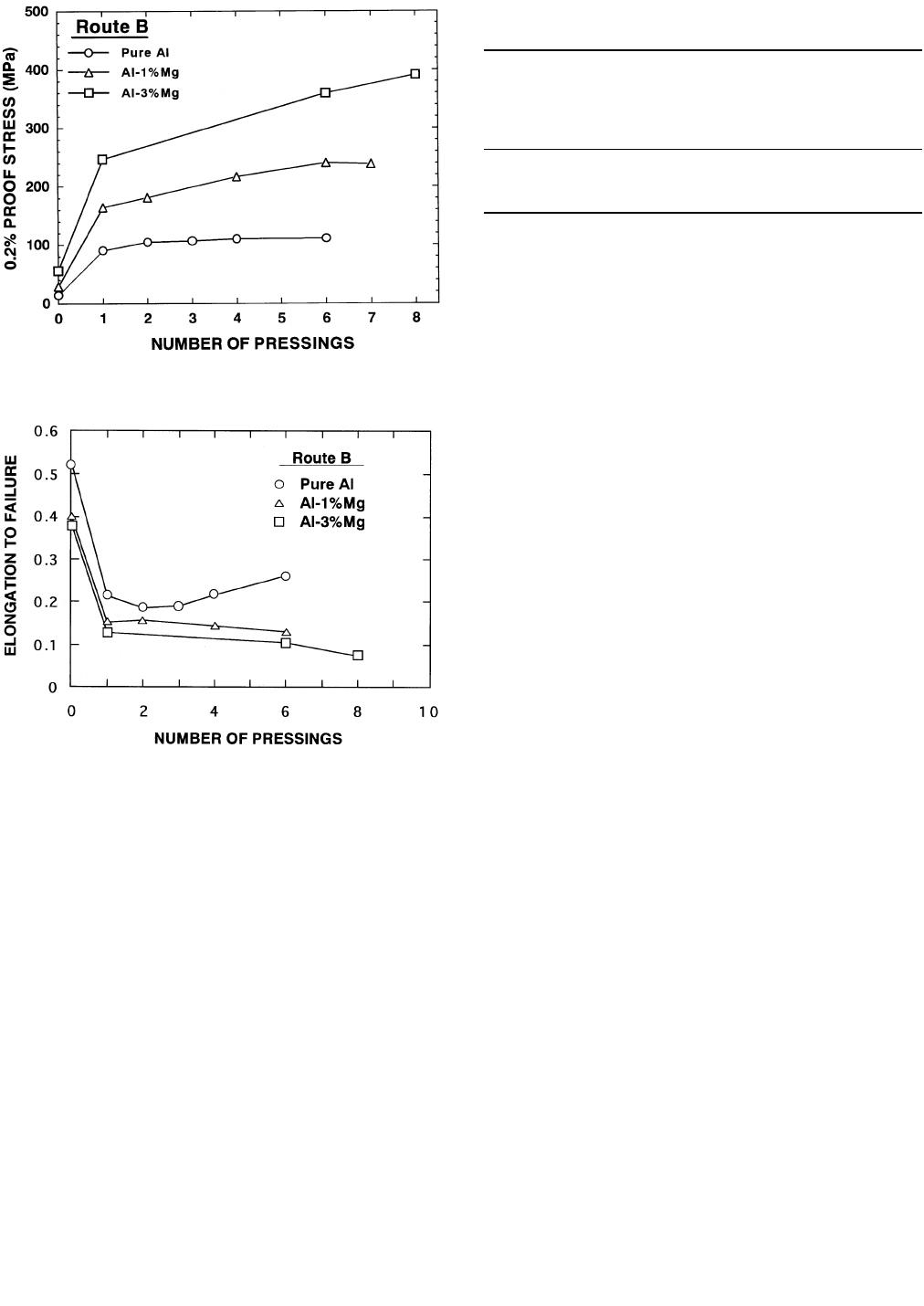
Fig. 9—The 0.2 proof stress vs number of pressings for pure Al, Al-1 pct
Mg, and Al-3 pct Mg pressed using route B.
Fig. 10—Elongation to failure vs number of pressings for pure Al, Al-1
pct Mg, and Al-3 pct Mg pressed using route B.
Table I. Characteristics of ECA Pressing at Room
Temperature Using Processing Route B
Material
Number of
Pressings to
Establish a
Homogeneous
Microstructure
Ultimate Stable
Grain Size (
m
m)
Pure Al (99.99 pct) 4 ;1.3
Al-1 pct Mg 6 ;0.45
Al-3 pct Mg 8 ;0.27
sions may be drawn from inspection of these curves. First,
in the annealed but unpressed condition, all materials give
stress-strain curves exhibiting extensive strain hardening
over a wide range of strain, whereas after ECA pressing,
even for a single passage through the die, there is little or
no significant strain hardening but, instead, the flow stress
increases rapidly and reaches a maximum within a strain
of ,0.04. Second, in all three materials there is a system-
atic increase in the value of the flow stress with additional
pressings through the die and, therefore, with increasing
strain.
To provide information on the effect of the processing
route, Figure 8 shows similar stress-strain curves for routes
A, B, and C after a total of six pressings for (a) pure Al,
(b) Al-1 pct Mg, and (c) Al-3 pct Mg, respectively. In each
material, the flow stress is slightly higher for route B, in-
termediate for route A, and lowest for route C. This result
reflects the consistently more-rapid evolution into a ho-
mogeneous equiaxed structure when using route B.
The 0.2 pct proof stress is plotted in Figure 9 as a func-
tion of the number of pressings for the three materials tested
using route B. In each case, there is a rapid increase in
stress after a single pressing but, thereafter, there is only a
very minor increase with further pressings in the pure Al
whereas there is a more substantial increase in stress in the
two Al-Mg alloys. The results for the pure Al reflect earlier
observations that the Vickers microhardness in this material
increases by a factor of .2 after a single pressing through
routes A and C and, thereafter, increases by only a very
small amount.
[3]
Figure 9 suggests also that the slope of the
plot beyond the first pressing increases with increasing Mg
additions.
Each of the specimens was pulled to failure in tension,
and Figure 10 shows the variation of the elongation to fail-
ure with the number of pressings, using route B, for sam-
ples of (a) pure Al, (b) Al-1 pct Mg, and (c) Al-3 pct Mg,
respectively. Each material exhibits a sharp drop in the
elongation after a single pressing and, subsequently, the
elongation increases slightly above ;3 pressings for pure
Al, whereas for the two Al-Mg alloys the elongation con-
tinues to decrease up to the maximum number of pressings
performed in these experiments. This difference in behavior
between the three materials is associated with the more
rapid attainment of a stabilized microstructure in the pure
Al.
IV. DISCUSSION
The results from this investigation show several similar-
ities between the ECA pressing of dilute Al-Mg solid-so-
lution alloys and pure Al. In all materials, a single passage
through the die at room temperature introduces an array of
subgrains, and these subgrains lie in well-defined bands es-
sentially parallel to the direction of maximum shear. The
subgrains are delineated by boundaries having low angles
of misorientation, but these boundaries evolve into high-
angle boundaries with subsequent pressings through the die.
Ultimately, in all three materials studied in this investiga-
tion, the microstructure reaches a homogeneous and
equiaxed array of grains separated by boundaries having
high angles of misorientation.
Despite these similarities, the addition of Mg to the alu-
minum matrix has two clear effects on the subsequent mi-
crostructural evolution: these effects are apparent from
inspection of Table I. First, there is an increase, with in-
creasing Mg content, in the number of pressings required
to establish a homogeneous microstructure in the material.
Second, the ultimate equiaxed equilibrium grain size at-
tained by ECA pressing decreases with an increasing ad-
dition of Mg, and this reduction is exceptionally marked,
by a factor of ;3, even for the addition of only 1 pct of
Mg.

2510—VOLUME 29A, OCTOBER 1998 METALLURGICAL AND MATERIALS TRANSACTIONS A
In order to understand the influence of Mg additions to
aluminum, it is first necessary to examine the precise effect
of adding magnesium in solid solution. It is well established
that the presence of Mg atoms in an Al matrix leads to
solid-solution strengthening by reducing the dislocation
mobility. In the ECA pressing of pure Al and Al-Mg alloys,
very large numbers of dislocations are introduced on the
first passage through the die because of the intense plastic
shearing. However, dislocation mobility is reduced in the
Al-Mg alloys and the rate of recovery is, therefore, slower
than in pure Al, so that additional straining and, therefore,
further pressings through the die are required in order to
attain a reasonably homogeneous microstructure. It is rea-
sonable to anticipate also that the higher density of dislo-
cations remaining in the Al-Mg alloys, as compared to pure
Al, will lead to a more complex slip pattern and, therefore,
as observed experimentally, to a refinement of the equilib-
rium microstructure.
Two experimental observations are available from this
study to confirm the easier recovery in pure Al as compared
to the Al-Mg alloys. First, the observations reported earlier
on pure Al after ECA pressing showed that the grain
boundaries were reasonably straight and smooth,
[3,12]
whereas, as illustrated in Figure 5(b), the boundaries are
poorly defined and generally curved after ECA pressing of
the Al-Mg solid-solution alloys. Second, the increase in the
elongation to failure in pure Al at and above four pressings,
as shown in Figure 10, is consistent with the more rapid
attainment in this material of a stable equilibrated micro-
structure.
From these experiments, it is reasonable to conclude that
alloys exhibiting low rates of recovery should be especially
attractive materials for attaining exceptionally small grain
sizes through the use of the ECA pressing technique.
V. SUMMARY AND CONCLUSIONS
1. The ECA pressing was conducted at room temperature
on samples of Al-1 pct Mg and Al-3 pct Mg solid-so-
lution alloys and comparisons were made to pure Al.
The results show that all three materials exhibit the for-
mation of bands of subgrains on a single passage
through the die and the subsequent evolution, with ad-
ditional pressings, into an array of equiaxed grains hav-
ing high-angle grain boundaries.
2. The experiments demonstrate that the addition to an Al
matrix of Mg atoms in solid solution has two important
consequences: (a) there is an increase in the number of
pressings necessary to establish a homogeneous and
equiaxed microstructure, and (b) there is a significant
decrease in the grain size attained ultimately in the stable
equiaxed condition.
3. The effects of Mg additions are attributed to the reduc-
tion in dislocation mobility and to the consequent lower
rates of recovery in the solid solution alloys. It is con-
cluded that materials having low rates of recovery
should be especially attractive for the production of ul-
trafine microstructures through grain refinement using
the procedure of ECA pressing.
ACKNOWLEDGMENTS
We are grateful to Mr. Moritaka Hiroshige (Nishiki
Tekko Co., Kurume, Fukuoka, Japan) for fabricating the
ECA pressing die with a single circular channel. This work
was supported in part by the Light Metals Educational
Foundation of Japan, in part by a Grant-in-Aid for Scien-
tific Research from the Ministry of Education, Science,
Sports and Culture of Japan, in part by the Japan Society
for the Promotion of Science, and in part by the National
Science Foundation of the United States under Grant Nos.
DMR-9625969 and INT-9602919.
REFERENCES
1. R.Z. Valiev and N.K. Tsenev: in Hot Deformation of Aluminum
Alloys, T.G. Langdon, H.D. Merchant, J.G. Morris, and M.A. Zaidi,
eds., TMS, Warrendale, PA, 1991, pp. 319-29.
2. R.Z. Valiev, N.A. Krasilnikov, and N.K. Tsenev: Mater. Sci. Eng.,
1991, vol. A137, pp. 35-40.
3. Y. Iwahashi, Z. Horita, M. Nemoto, and T.G. Langdon: Acta Mater.,
1997, vol. 45, pp. 4733-41.
4. J. Wang, Y. Iwahashi, Z. Horita, M. Furukawa, M. Nemoto, R.Z.
Valiev, and T.G. Langdon: Acta Mater., 1996, vol. 44, pp. 2973-82.
5. M. Furukawa, Z. Horita, M. Nemoto, R.Z. Valiev, and T.G. Langdon:
Acta Mater., 1996, vol. 44, pp. 4619-29.
6. M. Furukawa, Y. Iwahashi, Z. Horita, M. Nemoto, N.K. Tsenev, R.Z.
Valiev, and T.G. Langdon: Acta Mater., 1997, vol. 45, pp. 4751-57.
7. M. Furukawa, P.B. Berbon, Z. Horita, M. Nemoto, N.K. Tsenev, R.Z.
Valiev, and T.G. Langdon: Metall. Mater. Trans. A, 1998, vol. 29A,
pp. 169-77.
8. S. Ferrasse, V.M. Segal, K.T. Hartwig, and R.E. Goforth: Metall.
Mater. Trans. A, 1997, vol. 28A, pp. 1047-57.
9. S. Ferrasse, V.M. Segal, K.T. Hartwig, and R.E. Goforth: J. Mater.
Res., 1997, vol. 12, pp. 1253-61.
10. Aluminum: Properties and Physical Metallurgy, J.E. Hatch, ed., ASM,
Metals Park, OH, 1984, pp. 231-32.
11. F.J. Humphreys and M. Hatherly: in Recrystallization and Related
Annealing Phenomena, Pergamon, Oxford, United Kingdom, 1995, p.
333.
12. Y. Iwahashi, Z. Horita, M. Nemoto, and T.G. Langdon: Acta Mater.,
1998, vol. 46, pp. 3317-31.
13. Y. Iwahashi, J. Wang, Z. Horita, M. Nemoto, and T.G. Langdon:
Scripta Mater., 1996, vol. 35, pp. 143-46.
14. Y. Wu and I. Baker: Scripta Mater., 1997, vol. 37, pp. 437-42.
15. Z. Horita, D.J. Smith, M. Furukawa, M. Nemoto, R.Z. Valiev, and
T.G. Langdon: J. Mater. Res., 1996, vol. 11, pp. 1880-90.
