
Chapter 6
Magnetic Flux Leakage Testing
6.1 Introduction
As early as 1868, the British Naval Architects Association began to use magnetic
flux leakage technology and found defects on steel pipe through the compass. In
1918, it was found that powder was absorbed near defects due to the changes in
surface magnetic field; thus, magnetic particle detection method was invented. After
continuous development, the magnetic flux leakage testing technology not only can
detect the defects, but also can analyze the characteristics of the defects [1, 2].
In the theoretical analysis of magne tic leakage field, it can be divided into
analytical method and numerical method. In 1966, Zatsepin and Shcherbinin were
the first to put forward the analytical equation of the magnetic flux leakage field of
infinite long rectangular crack, as shown in Fig. 6.1 [3]. Based on the theoretical
model, the magnetic flux leakage field can be generated by a dipole with two
opposite polars. Taking the hole defect in the two-dimensional space as an example,
the two magnetic poles are assigned to the two sides of the defect. The magnetic
charge densities of the two poles are −Q and +Q, respectively. So, the magnetic flux
leakage of the defect in point P(x, y) is given as follows:
B
!
¼ B
1
!
þ B
2
!
¼
Q
4pl
0
r
3
1
r
1
!
þ
Q
4pl
0
r
3
2
r
2
!
ð6:1Þ
Among them, μ
0
is the vacuum permeability. The holes, pits, and other defects
on the surface of the workpiece can be simulated by the equivalent point dipole
model. For the crack defect, it should be equivalent to the rectangular groove,
whose length is infinite, and then, the equivalent surface dipole model is used to
simulate the crack.
Using the dipole model, the authors calculated the magnetic leakage field of
infinite long cracks in the surface [3]. After that, the magnetic field distribution of the
finite length cracks in the surface was calculated by Shcherbinin and Pashagin [4].
© Tsinghua University Press and Springer Science+Business Media Singapore 2016
S. Huang and S. Wang, New Technologies in Electromagnetic Non-destructive Testing,
Springer Series in Measurement Science and Technology,
DOI 10.1007/978-981-10-0578-7_6
185

However, they did not connect the strength of the magnetic leakage field to the
strength of the magnetizing field and the permeability. They used two-dimensional
models. The main progress of the analytical met hod of magnetic leakage field analysis
was completed by Edwards and Palmer in 1986 [5]. They perfected the magnetic
dipole model. The shape parameters of the defect, the magnetizing field strength, the
permeability, and the magnetic flux leakage of the material were firstly connected.
The limitation of Edwards and Palmer’s model was that the permeability of the
material was supposed as a linear parameter in the derivation process. So there were
some errors between the theoretical results and the experimental results.
Therefore, numerical calculation method is usually adopted. The numerical cal-
culation method overcomes the limitation of the magnetic dipole model. In the
numerical calculation method of magnetic leakage field, the finite element method is
used most widely. Lord and Hwang first introduced the finite element method to the
calculation of the magnetic leakage field in 1975. They studied the effects of different
shapes, different dip angles, and the depth and width of crack on the magnetic
leakage field. It was pointed out that the numerical calculation was the only feasible
method for solving the problem of magnetic leakage field in the nonlinear and
complex shape defects [6]. The results of Lord and Hwang showed that the peak–
valley values of the magnetic leakage field were approximately linear proportional to
the increase of the depth of the defect. In 1986, the researches of Hwang and Lord
were tested by Foster, and the results of Lord and Hwang were modified [7]. In
1980s and 1990s, Atherton [8, 9] and Bruder [10] et al. did a lot of work in the
numerical calcul ation of the magnetic leakage field. Atherton calculated the defects
of the pipe wall and obtained a two-dimensional distrib ution model of the magnetic
leakage field. Altschuler Eduardo proposed the detection model of nonlinear crack
defect in steel pipe in 1995. He concluded that the induction intensity of the mag-
netic leakage was approximately linear with the increase of the crack depth [11].
In view of the characteristics of the inverse problem of magnetic flux leakage
detection, the existing methods can be classified as follows:
The direct metho d is to obtain the solution of the inverse problem by solving the
Green equation. However, it is difficult to solve the Green equation. Because of the
solving difficulty in direct method, the indirect method to solve the defect param-
eters is proposed. These methods can be divided into three categories: mapping
method, iterative method, and signal classification method (Fig. 6.2).
Fig. 6.1 Magnetic dipole
model
186 6 Magnetic Flux Leakage Testing

At present, the theory and implem entation techniques of the simulation matching
algorithm based on statistical methods have been more matured. However, the
statistical method does not have the ability of adaptive processing, and it requires a
large amount of test or simulation data. The statistical process is more complex. The
paper [12] used neural netw ork to calculate the magnetic leakage field, and the
nonlinear approximation was used to establish the network model, and the learning
algorithm was given. The drawback of the mapping method is that it relies on the
consistency and accuracy of statistical samples or training samples seriously, and it
is difficult to extend the ability to quantify the actual defects.
The iterative method is widely used in solving the inverse problem of electro-
magnetic field [13]. The essence of this method is to solve the inverse problem by
feedback in the way o f solving the positive problem. However, it is time-consuming
for iterative calculati on. Dr. Ramuhalli gave a two-dimensional finite element
neural network to strike a balance between efficiency and accuracy [14]. Dr. Cui
developed it to a three-dimensional finite element neural network and made it more
available [15].
6.2 Magnetic Flux Leakage Testing Principle
The principle of magnetic flux leakage testing is shown in Fig. 6.3.
Magnetic flux leakage testing method is based on the high-permeability char-
acteristics of ferromagnetic materials. When ferromagnetic materials are magne-
tizing by the external magnetic field, if the ferromagnetic material is continuous,
Direct method
Indirect method
Solving integral
equation
Numerical
method
Mapping
method
Iterative method
Signal classification method
Statistical
methods
Neural
network
Numerical model Anal
y
tical model
Based on
feature
Signal processing
Fig. 6.2 Classification of defect quantification method
6.1 Introduction 187

uniform, the magnetic field will b e constrained in the interior of the materials
mostly. When there are defects in the material, due to the small permeability of the
defect, large magnetic resistance, the magnetic lines will change way. Part of the
magnetic flux from the defect will diffuse and form magnetic flux leakag e above the
surface of the workpiece.
Here, magnetic field strength of ferromagnetic material determines the strength
of the magnetic flux leakage of defects directly. Under external magnetizing field,
the relationship between the magnetic induct ion intensity
~
B and the magnetizing
field strength
~
H of ferromagnetic materials is given as:
~
B ¼ l
~
H ð6:2Þ
Since the permeability of the material changes with the magnetizing field
intensity
~
H, the relationship between
~
B and
~
H is also not linear, and the magne-
tization curve is nonlinear.
The phenomenon of magnetic leakage field is demonstrated by an example of the
surface defect in a steel plate. Figure 6.4 is a section of the steel plate, and the
magnetic properties of the steel plate are shown in Fig. 6.5.
The section area of the defect is S
a.
The section area of the steel plate is S. So the
remaining section of the defect area is S − S
a
. If the magnetizing field H is uniform,
the magnetic induction strength without defects is B
1
. So the working point on the
B-H curve was Q, and the corresponding permeability on curve one is point P.
NSNS
Fig. 6.3 The principle of magnetic flux leakage testing
Defect
Steel plate
Section of the defec
t
Fig. 6.4 The sketch map of
steel plate with a defect
188 6 Magnetic Flux Leakage Testing

Due to the existence of defects, the magnetic induction intensity in the remaining
section increases, so the working point moves from Q to Q
0
in the magnetization
curve. However, the corresponding permeability on Q
0
point changes smaller with
the changing of working point from P to P′ on the curve two. That is to say, due to
the existence of defects, the magne tic induction strength increases on the reduced
cross section, and the permeability of defects is smaller, so a part of magnetic flux
will leak into the surrounding to form defect magnetic flux leakage field.
6.3 The Influence Factors of Magnetic Flux
Leakage Testing
Magnetic leakage fields of defects will be affected by many factors; these factors
include: the magnetizing magnitude, remanence, electrical conductivity, magnetic
permeability, magnetic coupling loop, the distance between the magnetic poles, the
moving speed of the detector, internal stress, and lift off of the probe.
When the tested material is magnetized, the magnetic leakage field can be
generated at the defect, which depends on the magnetizing amplitude. If the
magnetization is not enough, then the remaining thickness of the material is still
possible to carry all the magnetic flux. So no magnetic flux leakage to the surface of
the material can be measured. The tested material should be magnetized nearly
saturated.
Fig. 6.5 The magnetic
properties of the steel plate
6.2 Magnetic Flux Leakage Testing Principle 189
The applied magnetic field strength will affect the detection and quantification,
so the influence of the e xternal magnetic fi eld strength will also affect the detection
and quantification. The main factors affecting the detection and quantification are
the following [16–18].
6.3.1 The Thickness of Material
The greater the thickness of the material is, the stronger the external magne tic field
is required to reach saturation magnetization. In the case of constant external
magnetic field, the change of the thickness is proportional to the magnetic field
intensity and the magnetic induction intensity.
6.3.2 The Component of Material
Because of the change of carbon content, alloy component, and impurities, the
magnetic permeability of the material is changed, and the magnetization of the
material is affected. By using a strong external magnetic field, the influence can be
eliminated by saturation magnetization. At this time, the change of the magnetic
permeability will lead to inconsistence of the leakage magnetic signal. So it is
difficult to effectively evaluate and analyze the testing signal.
6.3.3 The Coupling Loop
In a magnetizing system, steel brushes are used to couple the magnetic flux to the
measured material. The coupling efficiency between the magnetizor and the mea-
sured material will have a certain effect on the magnetic induction intensity in the
material. Sh ort steel brush can provide higher coupling efficiency and higher
magnetic induction strength, but longer steel brush can improve the pass-through
ability of the inner inspector of pipes. If the applied magnetic field strength is only
slightly higher than the saturation level, then the reducing coupling efficiency may
decrease the magnetization of the material under saturation.
6.3.4 The Space Between Magnetic Poles
The shorter distance between the magnetizing poles can produce a higher magne-
tization, but this will lead to a decrease in the uniformity of the magnetic field.
190 6 Magnetic Flux Leakage Testing

A longer distance between the poles can provide a relativel y uniform magnetic
field, but it will reduce the magne tization effect because the magnetic reluctance
between the tested material will increase with the increase of the magnetic pole
spacing, so stronger magnets are needed to make the material to reach saturation.
Therefore, it is necessary to select the appropriate magnetic pole spacing aiming at
the properties and the thickness of the material.
6.3.5 The Speed of Inspector
Because the tested material is a magnetic and electrical conductor, the normal
component of the magnetizing field in detector will generate eddy current in the
tested material and thus form a reverse magnetic field when the inspector scans. The
eddy current will hinder the magnetic flux to penetrate into the tested material and
induce the change of the magnetic field distribution. Through the finite element
analysis, the influence of the inspector speed on the axial magnetic induction in the
pipe wall is shown in Fig. 6.6.
In the static case, the axial component of the magnetic induction intensity
of the pipe wall is symmetrically distributed between the two poles. The amplitude
of the magnetic induction intensity decreased by about 10 % when the speed of the
detector was 2 m/s. Therefore, in the design of the magnetizor, it is also necessary
to take into account the actual scanning speed of the detector to ensure that the
magnetic induction intensity of the material can be reached saturation at the design
speed of the detector.
Detector forward direction
Magnet
Pipe
wall
Fig. 6.6 The influence of the
inspector speed on the axial
magnetic induction in the pipe
wall
6.3 The Influence Factors of Magnetic Flux Leakage Testing 191

Magnetic leakage signal is a one-dimensional time series, so it can be recon-
structed by using one-dimensional Fourier transformation, and then the effect of
speed is eliminated. By comparing the same defect waveform of magnetic leakage
field in static case with the one in dynamic case, a speed compensation filter model
can be built, as shown in Fig. 6.7.
Figure 6.7a represents the magnetic leakage signal waveform of a stationary
magnetizing field. Figure 6.7b represents the magnetic leakage signal wave form
under a constant scanning speed. The approximate expression is a trapezoid. The
gradient filter is constructed by using the freque ncy domain identification method in
system identification.
Hð xÞ¼
XðxÞ
SðxÞ
¼
a þ b
2
a þ b
2xT
þ j
a b
2
cosðxTÞð6:3Þ
Among them, HðxÞ is the ratio of the Fourier transformation of the function XðtÞ
and SðtÞ. a and b are the functions of the speed.
The method to determine a
i
and b
i
is given below:
• calculate the Fourier transformations of magnetic leakage field signals under
velocity V
i
and stationary state
• obtain the transfer function HðxÞ by (6.3)
• determine a
i
and b
i
under the speed by HðxÞ and (6.3)
• least squares fitting the transfer functions of the testing data and the assumed
model data, let the sum of squared errors the least .
6.3.6 The Remanence
Remanence refers to the residual magnetic field in the material which has been
tested by magnetic flux leakage detection in the past. The remanence will affect the
current level of magnetization, especially when the magnetizing level is low or
moderate.
The remanence will reduce the magnetic induction intensity of the material being
tested, thus affecting the detection and quantification of defects. Ferromaterial in
h
V>0
bh
t
S(t)
X(t)
V=0
ah
t
2T 2T
(a) (b)
Fig. 6.7 A speed compensation filter model. a The speed is 0; b the speed is more than 0
192 6 Magnetic Flux Leakage Testing
magnetizing will show a hysteresis effect. That is, after the magnetic field is
removed, the material will remain within a certain magnetic induction intensity.
When the material is magnetized again, the magnetization process will start from
the remanence; thus, a new magnetization curve is produced. The magnetization
curve is not only nonlinear, but also different from the magnetization each time.
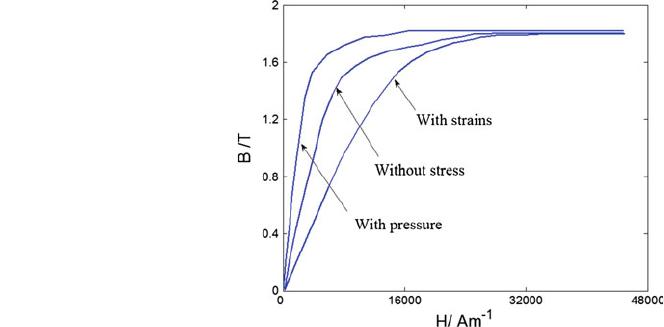
6.3.7 The Internal Stress
The internal stress of materials will affect its magnetic conductivity and magnetic
induction intensity of the materials and defects. The magnetic field distribution will
distort and the testing results will be seriously affected. Permanent or plastic
deformation of the material can change the permeability and also affect magne tic
flux leakage testing.
At the lower magnetizing level, the influence of stress on the magnetic induction
intensity of the material is very serious, as shown in Fig. 6.8. If the mat erial is
magnetized to saturation, the variation of stress can be ignored.
This conclusion should be used for the detection of corrosion. The high level of
magnetization should be used, so that the magnetization of the material can reach a
moderate level of saturation, so as to effectively reduce the influence of material
component change, the magnetic pole spacing, the detection speed, and the internal
stress on the magnetization and magnetic flux leakage.
6.3.8 The Lift off of Probe
When the probe is scanning on the surface of the material, the surface roughness of
the material, such as the weld seams, defects, will cause the change of the lift off of
Fig. 6.8 The influence of
stress on the magnetic
induction intensity
6.3 The Influence Factors of Magnetic Flux Leakage Testing 193

probes. Changes of lift off of the probe induce fluctuations of output signal. It can
be seen as an interference signal and it will adversely affect the results of the testing,
so it should be suppressed.
In order to study the lift off effect of the probe on the magnetic flux leakage
testing for corrosion defects, a typical corrosion defect was simulated. Figure 6.9
shows the relationship between the value of the lift off and the peak – valley value
B
zp-p
of the magnetic flux leakage.
From Fig. 6.9, the peak– valley value of magnetic flux leakage decreases rapidly
with the increase of the lift off value of the probe. Therefore, in order to improve the
detection sensitivity, the value should be small. However, if the detection sensitivity
of the probe meets the requireme nt of need, the selection of the lift off value should
be to minimize the detection error.
In the case of the above model, the simulation results that the average error is
caused by the probe fluctuation of 0.5 mm are shown in Fig. 6.10.
Fig. 6.9 The relationship
between the value of the lift
off and the peak–valley value
B
zp-p
of the magnetic flux
leakage
Fig. 6.10 The errors caused
by the probe fluctuation of
0.5 mm
194 6 Magnetic Flux Leakage Testing
