Creep and Stress Rupture of a Mechanically
Alloyed Oxide Dispersion and Precipitation
Strengthened Nickel-Base Superalloy
T. E. HOWSON, D. A. MERVYN, AND J. K. TIEN
The creep and stress rupture behavior of a mechanically alloyed oxide dispersion
strengthened (ODS) and 7' precipitation strengthened nickel-base alloy (alloy MA 6000E)
was studied at intermediate and elevated temperatures. At 760 ~ MA 6000E exhibits the
high creep strength characteristic of nickel-base superalloys and at 1093 ~ the creep
strength is superior to other ODS nickel-base alloys. The stress dependence of the creep rate
is very sharp at both test temperatures and the apparent creep activation energy measured
around 760 ~ is high, much larger in magnitude than the self-diffusion energy. Stress
rupture in this large grain size material is transgranular and crystallographic cracking is
observed. The rupture ductility is dependent on creep strain rate, but usually is low. These
and accompanying microstructural results are discussed with respect to other ODS alloys
and superalloys and the creep behavior is rationalized by invoking a recently-developed
resisting stress model of creep in materials strengthened by second phase particles. The
analysis indicates that at the intermediate temperature the creep strength is controlled by the
high volume fraction of 7' precipitates and the contribution to the creep strength from the
oxide dispersion is small. At the elevated temperature, the creep strength is derived mainly
from the inert oxide dispersoids.
A recent advance in the development of high temper-
ature alloys has been the incorporation of inert yttrium
oxide dispersoids into a high volume fraction (~50 voI
pct) y' precipitation strengthened nickel-base superalloy
by the mechanical alloying process. 1 The alloy, an
experimental alloy made by the International Nickel
Company and designated MA 6000E, exhibits both the
intermediate temperature strength of a 7' strengthened
superalloy and the elevated temperature strength of an
oxide dispersion strengthened (ODS) alloy, a combi-
nation that makes this superalloy a promising candidate
for advanced turbine applications.
This study examines the creep and stress rupture
behavior of MA 6000E in some detail. Creep testing was
carried out over ranges of applied stresses at 760 and
1093 ~ and the apparent stress and temperature
dependencies of the steady state creep rate and stress
rupture life were determined. While the temperatures
chosen for testing represent possible application tem-
peratures, they were also selected in order to observe
creep in two temperature regimes: one, (760 ~ where
both kinds of strengthening particles should contribute
to the creep resistance, and the second temperature
(1093 ~ where strengthening is expected from only the
inert oxide particles. The results are compared to those
of other particle strengthened systems (both ODS alloys
and conventional nickel-base superalloys) and are cor-
related with microscopic and fractographic observa-
tions. A recent model that mechanistically describes
creep in particle strengthened systems is also used to
discuss and rationalize the experimental results.
T. E. HOWSON and J. K. TIEN are Research Associate and
Professor, respectively, Henry Krumb School of Mines, Columbia
University, New York, NY 10027. D. A. MERVYN, formerly at
Columbia University, is now with Westinghouse Hanford Company,
Richland, WA.
Manuscript submitted July 26, 1979.
EXPERIMENTAL PROCEDURE
Material
Material was provided by NASA-Lewis in the form
of 1 cm diam bar. The nominal composition of the alloy
in weight percent is 15Cr-4.5AI-2.5Ti-2Mo-4W-2Ta-
0.5C-0.15Zr-0.1 B- 1.1Y203--balance nickel. After pow-
der processing by mechanical alloying and consolida-
tion by extrusion, the bar was recrystallized to develop a
coarse elongated grain structure.t It was subsequently
given a three-stage 7' aging heat treatment consisting of
1232 ~ h/Air Cool, then 954 ~ h/Air Cool,
and finally, 843 ~ h/Air Cool.
The macrostructure of MA 6000E was examined in a
Zeiss microscope. All microscopic and fractographic
observations were carried out in a JEOLCO transmis-
sion electron microscope (Model JEM-100CX) oper-
ating in the appropriate transmission or scanning mode.
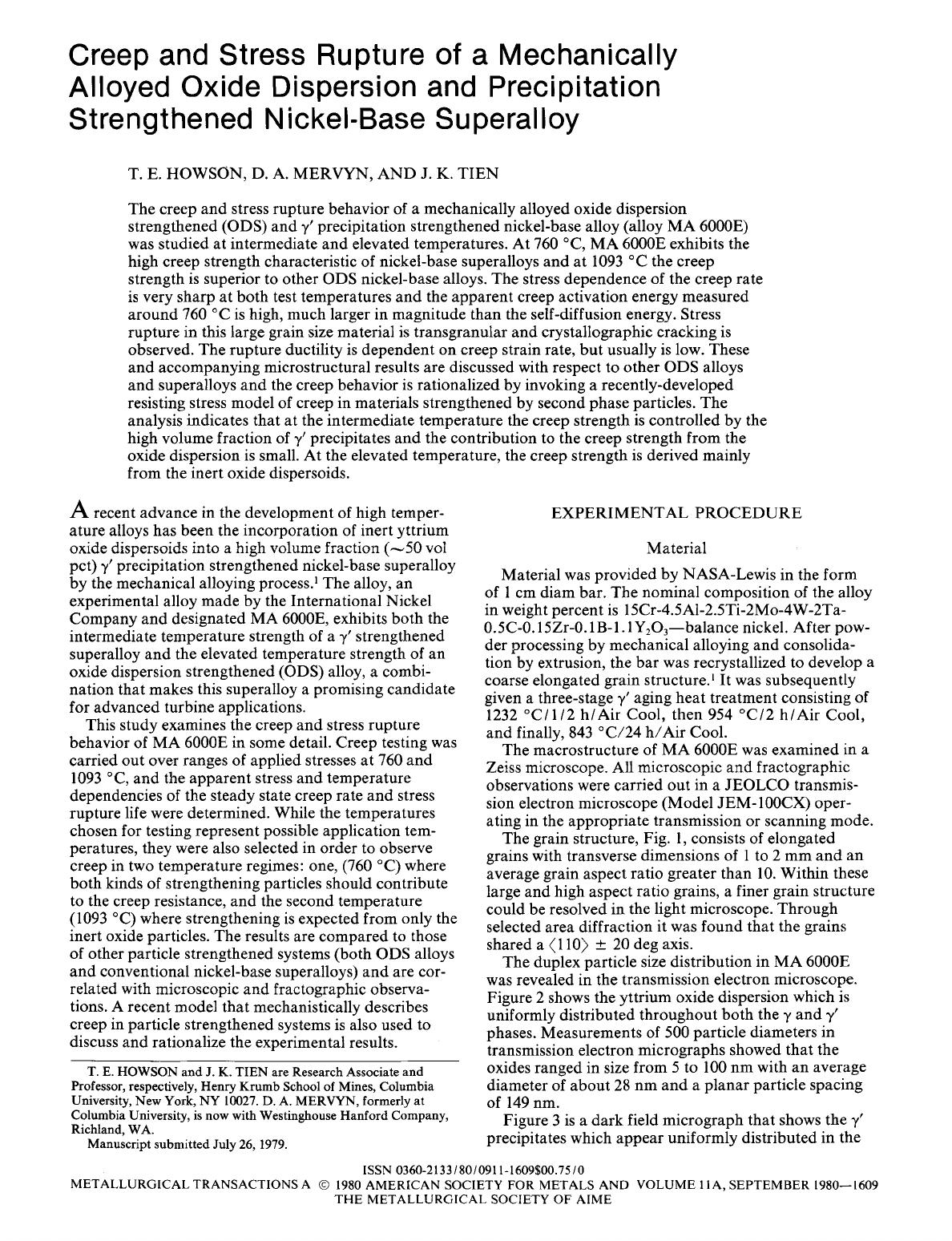
The grain structure, Fig. 1, consists of elongated
grains with transverse dimensions of 1 to 2 mm and an
average grain aspect ratio greater than 10. Within these
large and high aspect ratio grains, a finer grain structure
could be resolved in the light microscope. Through
selected area diffraction it was found that the grains
shared a (110) ___ 20 deg axis.
The duplex particle size distribution in MA 6000E
was revealed in the transmission electron microscope.
Figure 2 shows the yttrium oxide dispersion which is
uniformly distributed throughout both the 7 and 7'
phases. Measurements of 500 particle diameters in
transmission electron micrographs showed that the
oxides ranged in size from 5 to 100 nm with an average
diameter of about 28 nm and a planar particle spacing
of 149 nm.
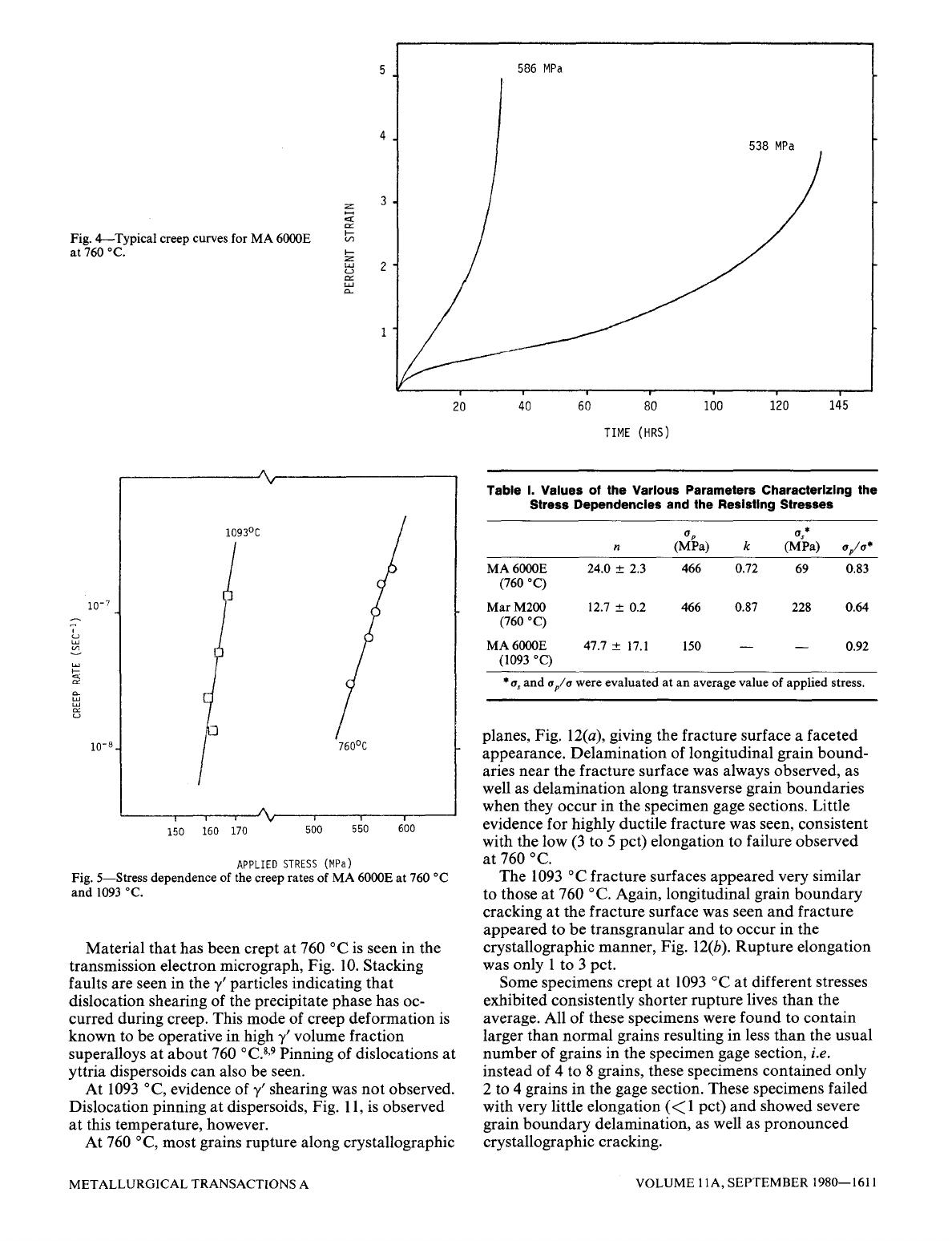
Figure 3 is a dark field micrograph that shows the -{'
precipitates which appear uniformly distributed in the
ISSN 0360-2133/80/0911-1609500.75/0
METALLURGICAL TRANSACTIONS A 9 1980 AMERICAN SOCIETY FOR METALS AND VOLUME 11A, SEPTEMBER 1980--1609
THE METALLURGICAL SOCIETY OF AIME
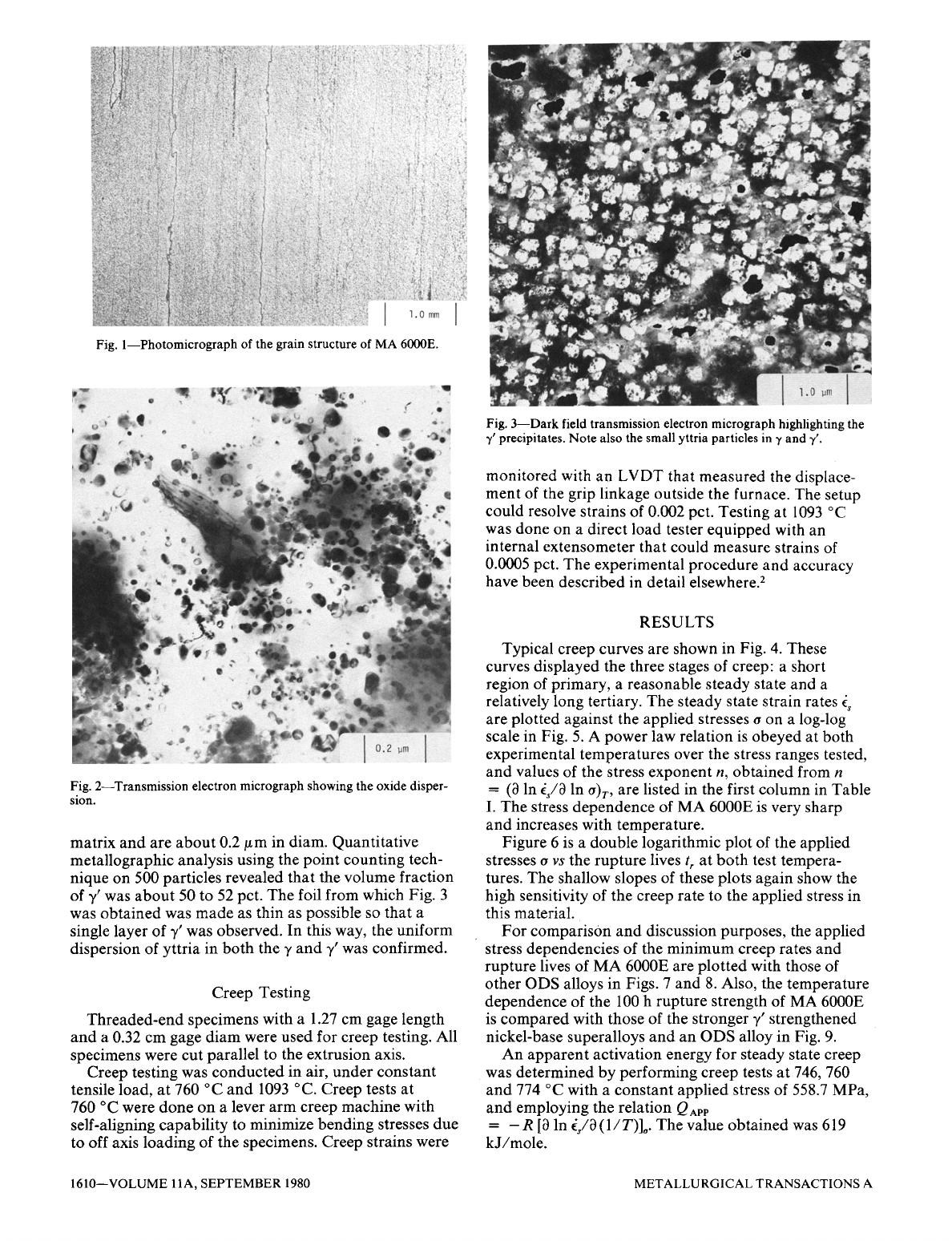
Fig. 1--Photomicrograph of the grain structure of MA 6000E.
Fig. 2--Transmission electron micrograph showing the oxide disper-
sion.
matrix and are about 0.2/~m in diam. Quantitative
metallographic analysis using the point counting tech-
nique on 500 particles revealed that the volume fraction
of -/was about 50 to 52 pct. The foil from which Fig. 3
was obtained was made as thin as possible so that a
single layer of 7' was observed. In this way, the uniform
dispersion of yttria in both the -/and 7' was confirmed.
Creep Testing
Threaded-end specimens with a 1.27 cm gage length
and a 0.32 cm gage diam were used for creep testing. All
specimens were cut parallel to the extrusion axis.
Creep testing was conducted in air, under constant
tensile load, at 760 ~ and 1093 ~ Creep tests at
760 ~ were done on a lever arm creep machine with
self-aligning capability to minimize bending stresses due
to off axis loading of the specimens. Creep strains were
Fig. 3--Dark field transmission electron micrograph highlighting the
y' precipitates. Note also the small yttria particles in ~, and -/.
monitored with an LVDT that measured the displace-
ment of the grip linkage outside the furnace. The setup
could resolve strains of 0.002 pct. Testing at 1093 ~
was done on a direct load tester equipped with an
internal extensometer that could measure strains of
0.0005 pct. The experimental procedure and accuracy
have been described in detail elsewhere. 2
RESULTS
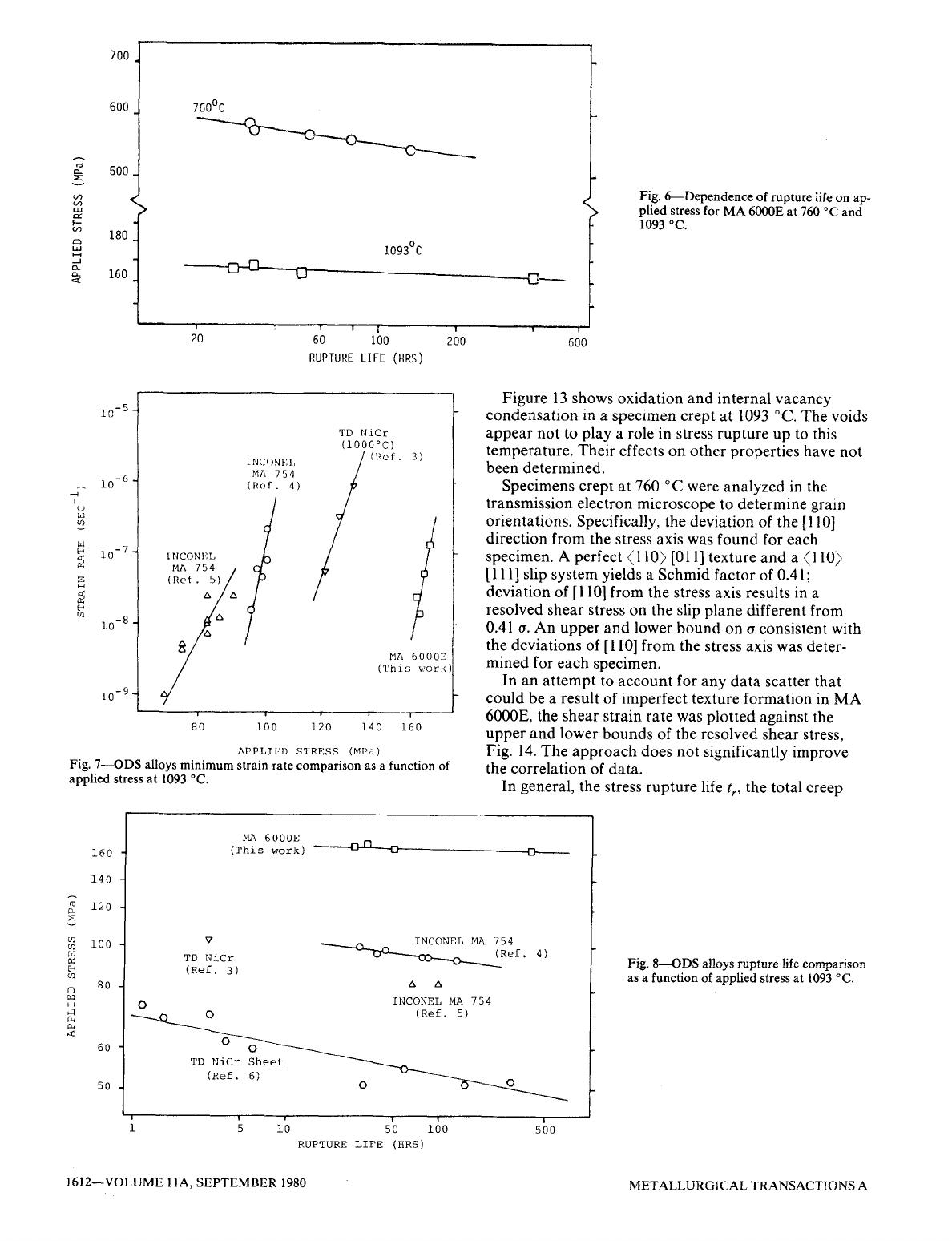
Typical creep curves are shown in Fig. 4. These
curves displayed the three stages of creep: a short
region of primary, a reasonable steady state and a
relatively long tertiary. The steady state strain rates ~,
are plotted against the applied stresses o on a log-log
scale in Fig. 5. A power law relation is obeyed at both
experimental temperatures over the stress ranges tested,
and values of the stress exponent n, obtained from n
= (0 In is/0 In
O)r,
are listed in the first column in Table
I. The stress dependence of MA 6000E is very sharp
and increases with temperature.
Figure 6 is a double logarithmic plot of the applied
stresses o
vs
the rupture lives t r at both test tempera-
tures. The shallow slopes of these plots again show the
high sensitivity of the creep rate to the applied stress in
this material.
For comparison and discussion purposes, the applied
stress dependencies of the minimum creep rates and
rupture lives of MA 6000E are plotted with those of
other ODS alloys in Figs. 7 and 8. Also, the temperature
dependence of the 100 h rupture strength of MA 6000E
is compared with those of the stronger 7' strengthened
nickel-base superalloys and an ODS alloy in Fig. 9.
An apparent activation energy for steady state creep
was determined by performing creep tests at 746, 760
and 774 ~ with a constant applied stress of 558.7 MPa,
and employing the relation
QAPP
= -R [~ In i,/O (1/T)]o. The value obtained was 619
k J/mole.
1610--VOLUME 11A, SEPTEMBER 1980 METALLURGICAL TRANSACTIONS A
5
I
586 MPa
538 MPa
Fig. 4----Typical creep curves for MA 6000E
at 760 ~
3
,:=C
2
i l ! i' i l
20 40 60 80 100 120 145
TIME
(HRS)
10-7
z"
c,-)
c~
10-8
i093~
t i ~' J i i
150 160 170 500 550 600
(
760Oc
APPLIED STRESS (MPa)
Fig. 5--Stress dependence of the creep rates of MA 6000E at 760 ~
and 1093 ~
Material that has been crept at 760 ~ is seen in the
transmission electron micrograph, Fig. 10. Stacking
faults are seen in the 3" particles indicating that
dislocation shearing of the precipitate phase has oc-
curred during creep. This mode of creep deformation is
known to be operative in high ~/volume fraction
superalloys at about 760 ~ Pinning of dislocations at
yttria dispersoids can also be seen.
At 1093 ~ evidence of V' shearing was not observed.
Dislocation pinning at dispersoids, Fig. 11, is observed
at this temperature, however.
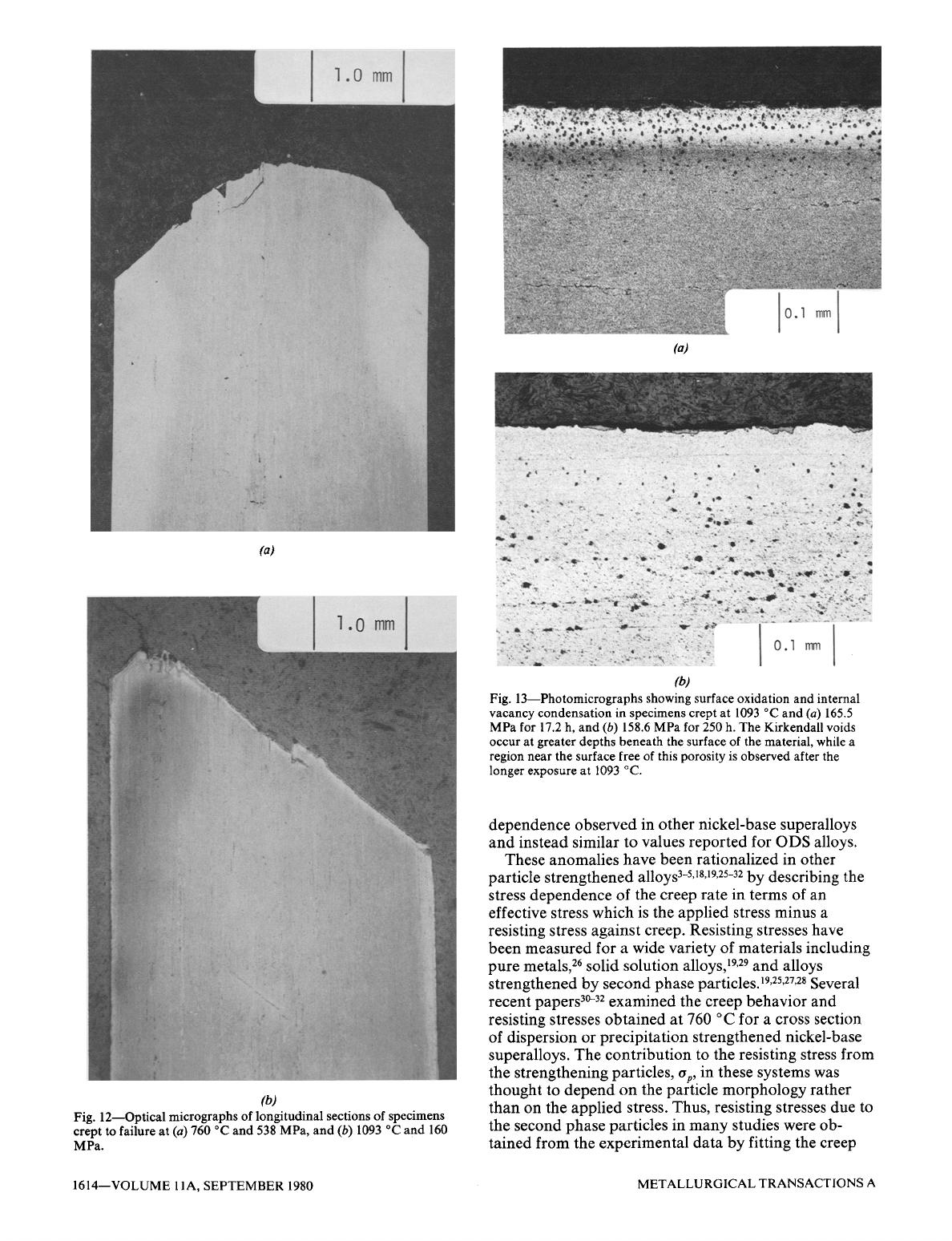
At 760 ~ most grains rupture along crystallographic
Table I. Values of the Various Parameters Characterizing the
Stress Dependencies and the ReslsUng Stresses
op os*
n (MPa) k (MPa) oJo*
MA 6000E 24.0 ___ 2.3 466 0.72 69 0.83
(760 ~
Mar M200 12.7 ___ 0.2 466 0.87 228 0.64
(760 ~
MA 6000E 47.7 _+ 17.1 150 -- -- 0.92
(1093 ~
* o~ and
Oe/O
were evaluated at an average value of applied stress.
planes, Fig. 12(a), giving the fracture surface a faceted
appearance. Delamination of longitudinal grain bound-
aries near the fracture surface was always observed, as
well as delamination along transverse grain boundaries
when they occur in the specimen gage sections. Little
evidence for highly ductile fracture was seen, consistent
with the low (3 to 5 pct) elongation to failure observed
at 760 ~
The 1093 ~ fracture surfaces appeared very similar
to those at 760 ~ Again, longitudinal grain boundary
cracking at the fracture surface was seen and fracture
appeared to be transgranular and to occur in the
crystallographic manner, Fig. 12(b). Rupture elongation
was only 1 to 3 pct.
Some specimens crept at 1093 ~ at different stresses
exhibited consistently shorter rupture lives than the
average. All of these specimens were found to contain
larger than normal grains resulting in less than the usual
number of grains in the specimen gage section,
i.e.
instead of 4 to 8 grains, these specimens contained only
2 to 4 grains in the gage section. These specimens failed
with very little elongation (< 1 pct) and showed severe
grain boundary delamination, as well as pronounced
crystallographic cracking.
METALLURGICAL TRANSACTIONS A VOLUME 11A, SEPTEMBER 1980--1611
v
700
600
50O
180
160
760~
I093~
%
; I
'
i
I
20 60 I00 200
RUPTURE LIFE (HRS)
600
Fig. 6--Dependence of rupture life on ap-
plied stress for MA 6000E at 760 ~ and
1093 ~
I
Lo
z
H
tq
10 -5
10 -6
10 -7
10-8 -
10-9 -
INCONEL
MA 754 /
(Ref. 5)/
-/
[NCONE],
MA 754
( I,te f.
4)
/
TD NiCr
(1000~
Ref. 3)
l
bIA
6000E
(This work
i , , 1
80 100 ]20 ]40 160
APPLTED STRESS (MPa)
Fig. 7--ODS alloys minimum strain rate comparison as a function
of
applied stress at 1093 ~
Figure 13 shows oxidation and internal vacancy
condensation in a specimen crept at 1093 ~ The voids
appear not to play a role in stress rupture up to this
temperature. Their effects on other properties have not
been determined.
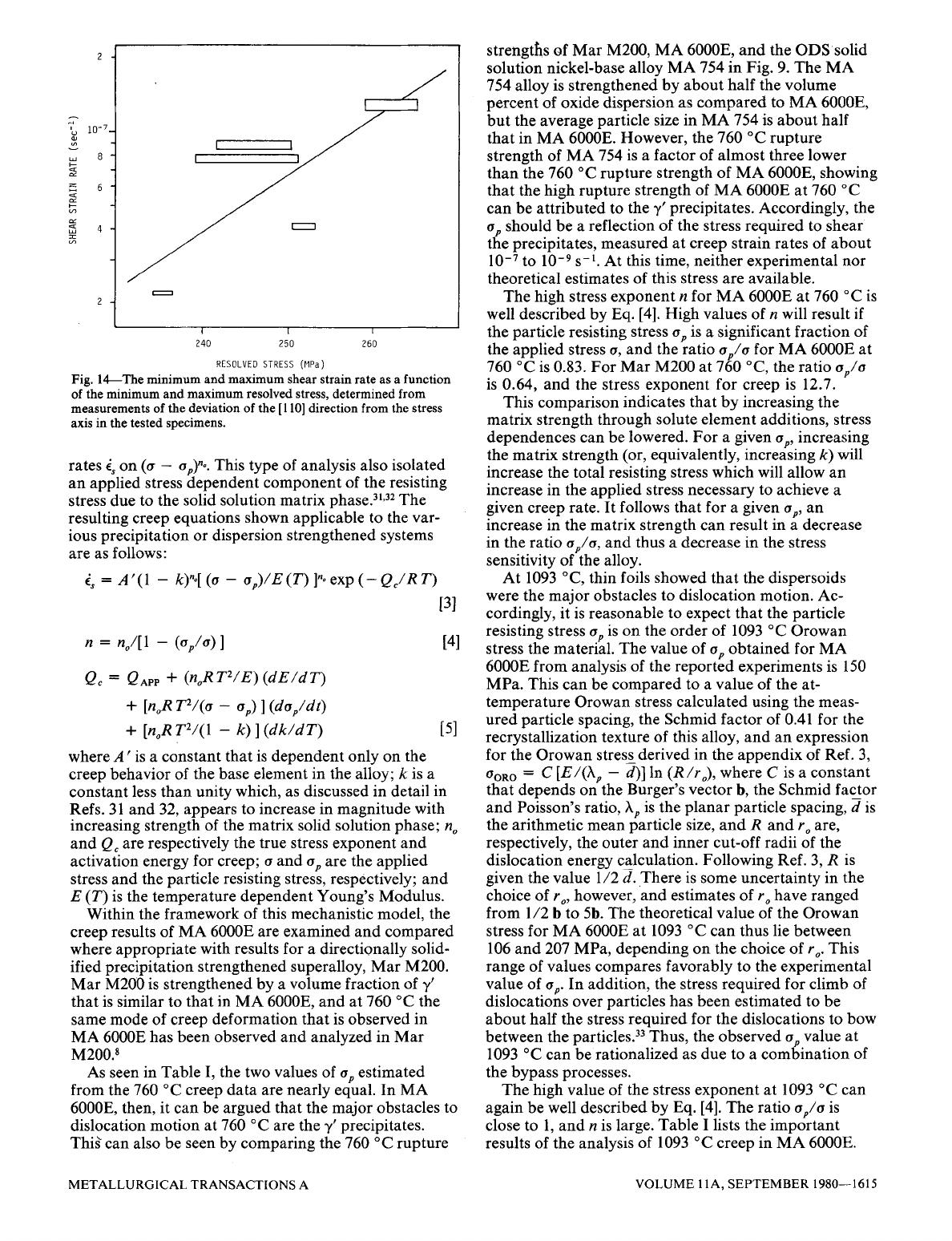
Specimens crept at 760 ~ were analyzed in the
transmission electron microscope to determine grain
orientations. Specifically, the deviation of the [110]
direction from the stress axis was found for each
specimen. A perfect (110> [011] texture and a (110>
[111] slip system yields a Schmid factor of 0.41;
deviation of [110] from the stress axis results in a
resolved shear stress on the slip plane different from
0.41 o. An upper and lower bound on a consistent with
the deviations of [110] from the stress axis was deter-
mined for each specimen.
In an attempt to account for any data scatter that
could be a result of imperfect texture formation in MA
6000E, the shear strain rate was plotted against the
upper and lower bounds of the resolved shear stress,
Fig. 14. The approach does not significantly improve
the correlation of data.
In general, the stress rupture life t,, the total creep
D~
v
~d
0d
~n
Q
H
0~
<
160
140
120
i00
80
60
50
~ 6000E
(This work) -- f]'gL"-"O- [3"-
V INCONEL MA 754
TD NiCr ~~0~',~ (Ref"
4)
(Ref. 3)
O INCONEL MA 754
(Ref. 5)
o
TD NiCr Sheet
(Ref. 6) O
l ! i ! i
5 i0 50 100 500
RUPTURE LIFE (HRS)
Fig. 8--ODS alloys rupture life comparison
as a function of applied stress at 1093 ~
1612--VOLUME 11A, SEPTEMBER 1980 METALLURGICAL TRANSACTIONS A
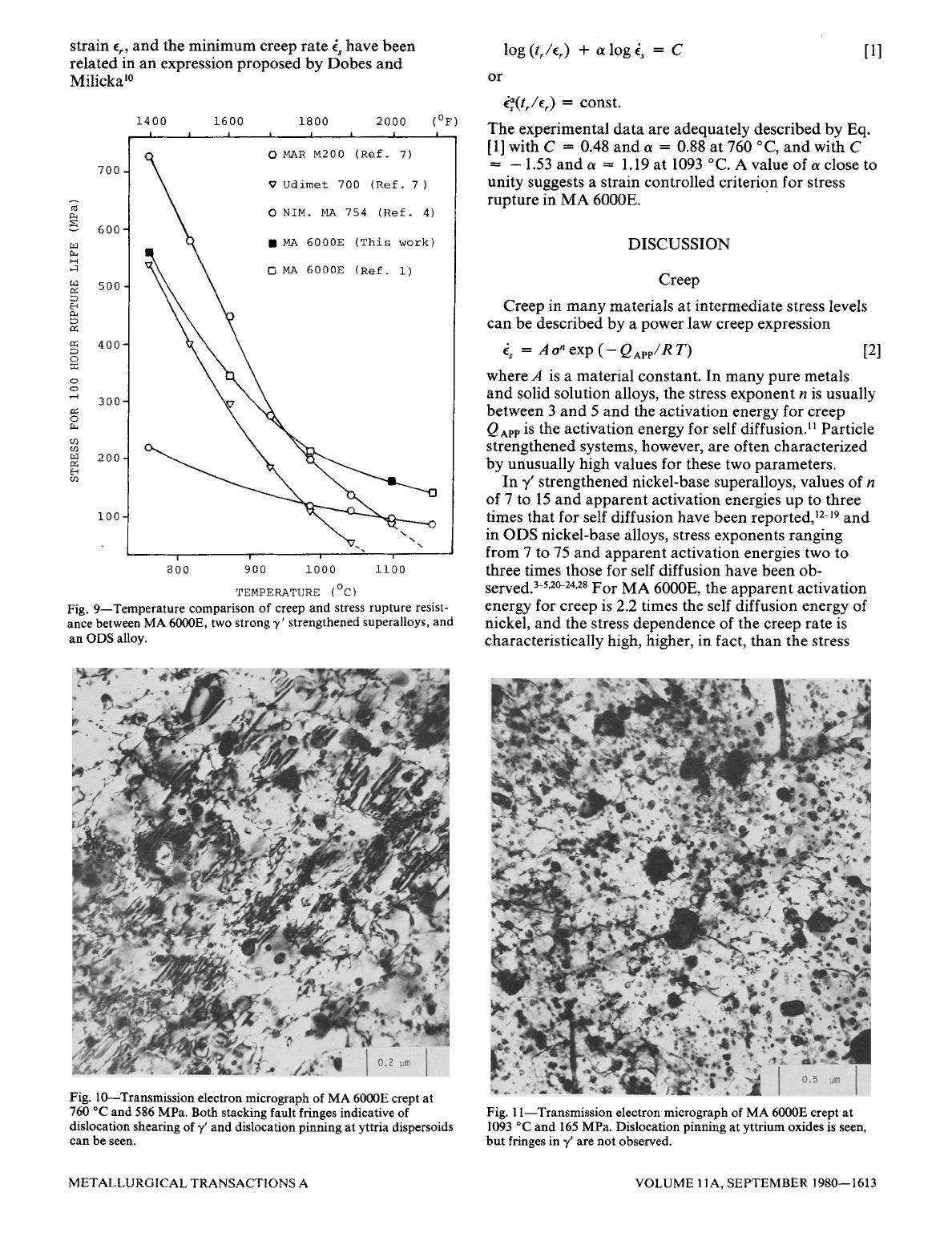
strain c,, and the minimum creep rate ~, have been
related in an expression proposed by Dobes and
Milicka m
700
600
H
m 500
E-~
a~ 400'
O
o
"~ 300-
O
o3
o3
200
-
O3
i00-
1400 1600
I I I
1800 2000 (OF
i I A I I
O MAR M200 (Ref. 7)
Udimet 700 (Ref. 7 )
O NIM. MA 754 (Ref. 4)
9 MA 6000E (This work)
O MA 6000E (Ref. i)
I i
i i
800 900 i000 ii00
TEMPERATURE
(~
Fig. 9--Temperature comparison of creep and stress rupture resist-
ance between MA 6000E, two strong 7' strengthened superalloys, and
an ODS alloy.
log(tr/c,) + ctlog~ = C [1]
or
i~(t,/c,)
= const.
The experimental data are adequately described by Eq.
[1] with C = 0.48 and a = 0.88 at 760 ~ and with C
= - 1.53 and a = 1.19 at 1093 ~ A value of a close to
unity suggests a strain controlled criterion for stress
rupture in MA 6000E.
DISCUSSION
Creep
Creep in many materials at intermediate stress levels
can be described by a power law creep expression
~, = A o" exp (-
QAep/R T)
[2]
where A is a material constant. In many pure metals
and solid solution alloys, the stress exponent n is usually
between 3 and 5 and the activation energy for creep
Q Aee is the activation energy for self diffusion.'1 Particle
strengthened systems, however, are often characterized
by unusually high values for these two parameters.
In 7' strengthened nickel-base superalloys, values of n
of 7 to 15 and apparent activation energies up to three
times that for self diffusion have been reported, 12-~9 and
in ODS nickel-base alloys, stress exponents ranging
from 7 to 75 and apparent activation energies two to
three times those for self diffusion have been ob-
served? -5,2~ For MA 6000E, the apparent activation
energy for creep is 2.2 times the self diffusion energy of
nickel, and the stress dependence of the creep rate is
characteristically high, higher, in fact, than the stress
Fig. 10--Transmission electron micrograph of MA 6000E crept at
760 ~ and 586 MPa. Both stacking fault fringes indicative of
dislocation shearing of 7' and dislocation pinning at yttria dispersoids
can be seen.
Fig. 11--Transmission electron micrograph of MA 6000E crept at
1093 ~ and 165 MPa. Dislocation pinning at yttrium oxides is seen,
but fringes in 7' are not observed.
METALLURGICAL TRANSACTIONS A VOLUME 11 A, SEPTEMBER 1980--1613
(a)
(a)
Fig. 13--Photomicrographs showing surface oxidation and internal
vacancy condensation in specimens crept at 1093 ~ and (a) 165.5
MPa for 17.2 h, and (b) 158.6 MPa for 250 h. The Kirkendall voids
occur at greater depths beneath the surface of the material, while a
region near the surface free of this porosity is observed after the
longer exposure at 1093 ~
Fig. 12--Optical micrographs of longitudinal sections of specimens
crept to failure at (a) 760 ~ and 538 MPa, and (b) 1093 ~ and 160
MPa.
dependence observed in other nickel-base superalloys
and instead similar to values reported for ODS alloys.
These anomalies have been rationalized in other
particle strengthened alloys 3-5,18,19,25-32 by describing the
stress dependence of the creep rate in terms of an
effective stress which is the applied stress minus a
resisting stress against creep. Resisting stresses have
been measured for a wide variety of materials including
pure metals, 26 solid solution alloys, 19,29 and alloys
strengthened by second phase particles. 19,25,27,28 Several
recent papers 3~ examined the creep behavior and
resisting stresses obtained at 760 ~ for a cross section
of dispersion or precipitation strengthened nickel-base
superalloys. The contribution to the resisting stress from
the strengthening particles, op, in these systems was
thought to depend on the particle morphology rather
than on the applied stress. Thus, resisting stresses due to
the second phase particles in many studies were ob-
tained from the experimental data by fitting the creep
1614--VOLUME 1 IA, SEPTEMBER 1980 METALLURGICAL TRANSACTIONS A
s-
10_7 .
z 6
4
co
t22222222~
t [ t
240 250 260
RESOLVED STRESS (MPa)
Fig. 14---The minimum and maximum shear strain rate as a function
of the minimum and maximum resolved stress, determined from
measurements of the deviation of the [110] direction from the stress
axis in the tested specimens.
rates ~s on (a - %)"o. This type of analysis also isolated
an applied stress dependent component of the resisting
stress due to the solid solution matrix phase. 3~,32 The
resulting creep equations shown applicable to the var-
ious precipitation or dispersion strengthened systems
are as follows:
i, = A '(1 - k)"o[ (o -
ov)/E
(T) ]"o exp ( -
Q/R T)
[3]
n = no~J1 --
(oJa) ]
[4]
Qc = QAPP +
(no RTz/E) (dE/dT)
+ [noR T2/(a - %) ] (do/dO
+ [noR T2/(1 - k) ] (dk/dT)
[5]
where A ' is a constant that is dependent only on the
creep behavior of the base element in the alloy; k is a
constant less than unity which, as discussed in detail in
Refs. 31 and 32, appears to increase in magnitude with
increasing strength of the matrix solid solution phase;
n o
and Qc are respectively the true stress exponent and
activation energy for creep; • and op are the applied
stress and the particle resisting stress, respectively; and
E (T) is the temperature dependent Young's Modulus.
Within the framework of this mechanistic model, the
creep results of MA 6000E are examined and compared
where appropriate with results for a directionally solid-
ified precipitation strengthened superalloy, Mar M200.
Mar M200 is strengthened by a volume fraction of y'
that is similar to that in MA 6000E, and at 760 ~ the
same mode of creep deformation that is observed in
MA 6000E has been observed and analyzed in Mar
M200. s
As seen in Table I, the two values of % estimated
from the 760 ~ creep data are nearly equal. In MA
6000E, then, it can be argued that the major obstacles to
dislocation motion at 760 ~ are the 3" precipitates.
Thig can also be seen by comparing the 760 ~ rupture
strengths of Mar M200, MA 6000E, and the ODS solid
solution nickel-base alloy MA 754 in Fig. 9. The MA
754 alloy is strengthened by about half the volume
percent of oxide dispersion as compared to MA 6000E,
but the average particle size in MA 754 is about half
that in MA 6000E. However, the 760 ~ rupture
strength of MA 754 is a factor of almost three lower
than the 760 ~ rupture strength of MA 6000E, showing
that the high rupture strength of MA 6000E at 760 ~
can be attributed to the 7' precipitates. Accordingly, the
% should be a reflection of the stress required to shear
the precipitates, measured at creep strain rates of about
10 -7 to 10 -9 s-t. At this time, neither experimental nor
theoretical estimates of this stress are available.
The high stress exponent n for MA 6000E at 760 ~ is
well described by Eq. [4]. High values of n will result if
the particle resisting stress op is a significant fraction of
the applied stress o, and the ratio %/0 for MA 6000E at
760 ~ is 0.83. For Mar M200 at 760 ~ the ratio
%/0
is 0.64, and the stress exponent for creep is 12.7.
This comparison indicates that by increasing the
matrix strength through solute element additions, stress
dependences can be lowered. For a given %, increasing
the matrix strength (or, equivalently, increasing k) will
increase the total resisting stress which will allow an
increase in the applied stress necessary to achieve a
given creep rate. It follows that for a given or, an
increase in the matrix strength can result in a decrease
in the ratio %/o, and thus a decrease in the stress
sensitivity of the alloy.
At 1093 ~ thin foils showed that the dispersoids
were the major obstacles to dislocation motion. Ac-
cordingly, it is reasonable to expect that the particle
resisting stress • is on the order of 1093 ~ Orowan
stress the material. The value of Op obtained for MA
6000E from analysis of the reported experiments is 150
MPa. This can be compared to a value of the at-
temperature Orowan stress calculated using the meas-
ured particle spacing, the Schmid factor of 0.41 for the
recrystaUization texture of this alloy, and an expression
for the Orowan stress derived in the appendix of Ref. 3,
OOR o
= C [E/(~ v -
d)] In
(R/ro),
where C is a constant
that depends on the Burger's vector b, the Schmid factor
and Poisson's ratio, h e is the planar particle spacing, d is
the arithmetic mean particle size, and R and
r o
are,
respectively, the outer and inner cut-off radii of the
dislocation energy calculation. Following Ref. 3, R is
given the value 1/2 d. There is some uncertainty in the
choice of
r o,
however, and estimates of
r o
have ranged
from 1/2 b to 5b. The theoretical value of the Orowan
stress for MA 6000E at 1093 ~ can thus lie between
106 and 207 MPa, depending on the choice of
r o.
This
range of values compares favorably to the experimental
value of op. In addition, the stress required for climb of
dislocations over particles has been estimated to be
about half the stress required for the dislocations to bow
between the particles. 33 Thus, the observed op value at
1093 ~ can be rationalized as due to a combination of
the bypass processes.
The high value of the stress exponent at 1093 ~ can
again be well described by Eq. [4]. The ratio ov/o is
close to 1, and n is large. Table I lists the important
results of the analysis of 1093 ~ creep in MA 6000E.
METALLURGICAL TRANSACTIONS A VOLUME 11A, SEPTEMBER 1980--1615
Table II. The Nominal Volume Percent of Oxide Dlspersold In
the ODS Alloys Plotted in Figures 7 and 8
Nominal Volume
Alloy Percent Dispersoid
TD NiCr 3 2
MA 7544,5 1
TD NiCr Sheet 6 2
MA 6000E 2.5
An interesting question is whether or not the 7'
precipitates in MA 6000E play a major role in creep
strengthening at 1093 ~ or higher. The ,/solvus
temperature in MA 6000E is 1175 _ 5 ~ as deter-
mined by differential thermal analysis, and accordingly,
3" precipitates are very much a part of the micro-
structure at 1093 ~ However, from Fig. 9 it can be
seen that above 1000 ~ the rupture strength of MA
6000E drops off much more slowly with temperature
than those of either Mar M200 or Udimet 700, and
above about 1093 ~ the rupture strengths of the 7'
strengthened superalloys drop to insignificant levels. In
fact, the temperature dependence of the rupture
strength of MA 6000E at the higher temperatures is very
similar to that of the ODS alloy MA 754 which contains
no 3". Thus, it appears that the major creep strengthen-
ing particles are the dispersed oxides at 1093 ~ or
higher in MA 6000E.
Finally, it also appears from Figs. 7 and 8 that MA
6000E is far superior than the other ODS nickel-base
alloys. The reasons for this unfortunately are not
completely apparent at this time. The answer does not
lie with the oxide volume fraction or size. The size
distributions of the intentional Y203 particles in all the
alloys in these figures are similar. Table II compares the
aimed volume percents of the Y203 particles for these
alloys. As can be seen MA 6000E is not overly endowed
with Y203 in comparison with the other alloys. The
grain size and the grain aspect ratio may be a factor, as
proposed by Wilcox and Clauer, 2~ since MA 6000E has
a very coarse and long grain size. However, the relative
importance of this factor is not known for the alloys in
discussion. Also, the total solute element content in MA
6000E is much higher than the solute contents in the
other alloys, and therefore, solid solution effects can
certainly be a factor.
CONCLUSIONS
1) The stress dependence of the creep rate is very
sharp in MA 6000E and increases with temperature.
The apparent creep activation energy measured at
760 ~ is much larger than the self-diffusion energy.
2) Stress rupture in this large grain size material is
transgranular and crystallographic cracking is observed.
The elongation to failure is low and decreases with
increasing temperature.
3) Several strengthening concepts are successfully
incorporated in MA 6000E. At an intermediate tem-
perature the creep strength is apparently controlled by
the high volume fraction of 3" precipitates, and the
contribution to the creep strength from the oxide
dispersion is small. At an elevated temperature, the
creep strength is derived from the inert oxide
dispersoids.
ACKNOWLEDGMENT
We wish to thank Tom Glasgow of NASA-Lewis for
helpful discussions and Ola Ajaja for help with electron
microscopy. We are grateful to NASA-Lewis for sup-
porting this work under grant NSG-3050. We also
acknowledge the partial support of the National Science
Foundation under Grant NSF-DMR77-11281 and
INCO for supplying the MA 6000E material for study.
Mar M200, Udimet 700 and Inconel Alloy MA 754 are,
respectively, trademark alloys of Martin Marietta Cor-
poration, Special Metals Corporation and the INCO
Family of Companies.
REFERENCES
1. H. F. Merrick, L. R. Curwick and Y. G. Kim: NASA CR-135150,
January 1977 and NASA CR-159493, May 1979.
2. T. E. Howson: Eng. Sci. D. Thesis, Columbia University, New
York, 1979.
3. R.W. Lund and W. D. Nix:
Acta Met.,
1976, vol. 24, p. 469.
4. T. E. Howson, J. E. Stulga and J. K. Tien:
Met. Trans. A,
1980,
vol. IIA, p. 1599.
5. J. D. Whittenberger:
Met. Trans. A,
1977, vol. 8A, p. 1155.
6. J. D. Whittenberger:
Met. Trans. A,
1976, vol. 7A, p. 611.
7. The International Nickel Company, Inc:
High Temperature, High
Strength Nickel Base Alloys,
3rd ed., New York, July 1977.
8. B. H. Kear, G. R. Leverant and J. M. Oblak:
Trans. ASM,
1969,
vol. 62, p. 639.
9. B. H. Kear:
Order-Disorder Transformation in Alloys, p. 440, H.
Warlimont, ed., Springer-Verlag, New York, 1973.
10. F. Dobes and K. Milicka:
Metal Sci.,
1976, vol. 10, p. 382.
11. O. D. Sherby and P. M. Burke:
Prog. Mat. Sci.,
1967, vol. 13, p.
325.
12. J. Heslop:
J. Inst. Met.,
1962-1963, vol. 91, p. 28.
13. G. A. Webster and B. J. Piearcey:
Met. Sci. J.,
1967, vol. 1, p. 97.
14. D. Sidey and B. Wilshire:
Met. Sci. J.,
1969, vol. 3, p. 56.
15. G. R. Leverant and B. H. Kear:
Met. Trans.,
1970, vol. 1, p. 491.
16. M. Malu: Eng. Sci. D. Thesis, Columbia University, New York,
1975.
17. K. Aning and J. K. Tien:
Mater. Sci. Eng.,
1980, vol. 43, p. 23.
18. R. Lagneborg and B. Bergman:
Met. Sci.,
1976, vol. 10, p. 20.
19. W. J. Evans and G. F. Harrison:
Met. Sci.,
1976, vol. 10, p. 307.
20. B. A. Wilcox and A. H. Clauer:
Trans. TMS-A1ME,
1966, vol.
236, p. 570.
21. A. H. Clauer and B. A. Wilcox:
Met. Sci. J.,
1967, vol. 1, p. 86.
22. J. S. Benjamin and R. L. Cairns:
Mod. Dev. Powder Metall.,
1970,
vol. 5, p. 47.
23. B. A. Wilcox and A. H. Clauer:
Acta Metall.,
1972, vol. 20, p. 743.
24. R. D. Kane and L. J. Ebert:
Met. Trans. A,
1976, vol. 7A, p. 133.
25. R. L. Threadgill and B. Wilshire:
Proc. Conf. on Creep Strength of
Steels and High Temp. Alloys,
p. 8, The Iron and Steel Institute,
London, 1973.
26. P.W. Davies, G. Nelmes, K. R. Williams and B. Wilshire:
Met.
Sci.J.,
1973, vol. 7, p. 87.
27. K. R. Williams and B. Wilshire:
Met. Sci. J.,
1973, vol. 7, p. 176.
28. J. D. Parker and B. Wilshire:
Met. Sci. J.,
1975, vol. 9, p. 248.
29. G. Nelmes and B. Wilshire:
Scr. Metall.,
1976, vol. 10, p. 697.
30. S. Purushothaman and J. K. Tien:
Acta Metall.,
1978, vol. 26, p.
519. 9
31. O. Ajaja, T. E. Howson, S. Purushothaman, and J. K. Tien:
Mater. Sci. Eng.,
1980, in press.
32.
Strength of Metals and Alloys,
P. Hassen, V. Gerold and G.
Kostorz, eds., vol. 1, p. 251, Pergamon Press, Oxford, 1979.
33. R. S. W. Shewfelt and L. M. Brown:
Philos. Mag.,
1977, vol. 35, p.
945.
34. M. Malu: Eng. Sci. D. Thesis, Columbia University, New York,
1975.
1616--VOLUME 11A, SEPTEMBER 1980 METALLURGICAL TRANSACTIONS A
