Modeling the Ductile-Brittle Transition Behavior
in Thermomechanically Controlled Rolled Steels
S.J. WU, C.L. DAVIS, A. SHTERENLIKHT, and I.C. HOWARD
The Charpy impact transition temperature (ITT) is well modeled for hot-rolled or normalized steels
having uniform grain size using empirical equations. However, the ITT of nonhomogeneous steel
microstructures, such as duplex (mixed fine and coarse) grain sizes, and the scatter in experimental
Charpy energy values, observed in the transition region, are not accurately modeled. This article
describes research on the microstructure-fracture property relationship and the prediction of the ITT
using a cellular automata finite element (CAFE) model in thermomechanically controlled rolled
(TMCR) Nb-microalloyed steels. The ferrite grain size distributions for two TMCR steel plates were
analyzed and used for the prediction of the local fracture stress (
F
) values based upon the Griffith
model. It was found that the coarse grain size distribution could be used to predict the range of
F
values observed. The CAFE model was used to predict the ITT using the predicted
F
distribution
for a TMCR steel. Results showed that the CAFE model realistically predicted the Charpy ITT; in
particular, it was able to reproduce the scatter in values in the transition region. Within the model,
the percentage of brittle failure and the upper shelf ductile energy were predicted well. However, the
lower shelf brittle energy was overestimated due to computational limitations in the commercial FE
software used with the current CAFE model.
I. INTRODUCTION
D
ESPITE
many advances made in (sharp crack) frac-
ture toughness testing and assessment procedures over the
last 30 years, the vast majority of steel products are released
to a specification that is based on energy absorption in the
Charpy notched bar impact test (defined in ASTM Stan-
dard E 23), carried out at a prescribed low temperature.
Body-centered cubic metals, such as mild steels, demon-
strate a transition from a ductile fracture mode to a brittle
cleavage failure mechanism as the test temperature
decreases. The ductile-brittle transition may occur over a
temperature range of only a few degrees Celsius, or a wide
range of over 100 degrees, depending upon the microstruc-
ture and specimen geometry (thereby the applied stress-
strain states in the specimen). Extensive studies have been
carried out, over the past 40 years, to determine the quan-
titative structure-property relationships in steels. As a result,
many empirical equations have been proposed to relate the
strength and impact behavior to the microstructure and com-
position of the steels.
[1–4]
It is well established for hot-rolled
or normalized ferrite-pearlite microstructures that the yield
strength (
Y
),
[5,6]
the critical local fracture stress (
F
),
[7]
and
the Charpy impact transition temperature (ITT)
[8]
are a lin-
ear function of , where is the mean grain size of
polygonal ferrite.
The empirical equations, however, can only be applied to
materials regarded as “uniform, homogeneous,” such as nor-
malized steels, which have a single size distribution of fer-
rite grains together with small and finely distributed carbides,
thereby allowing an average grain size to be used for pre-
diction. The fracture properties of such materials are essen-
tially single-valued functions within random experimental
errors and can be expressed using average microstructural
parameters such as mean grain size. Whereas for nonho-
mogeneous materials, such as steels with a duplex ferrite
grain structure, seen in many thermomechanically control
rolled (TMCR) steels, the average grain size parameter does
not properly represent the microstructure,
[9]
and therefore
cannot be used to predict the cleavage fracture stress and
ITT. It has been reported that cleavage microcracks form
preferentially in the largest polygonal ferrite grains,
[10]
sug-
gesting that the
F
value should correlate with some mea-
sure of the large grains rather than the mean value of the
grain size distribution.
[10–13]
Previous experimental results
[14]
have shown that there can be a large scatter in
F
value for
TMCR steels, and a mean
F
value has little meaning in
describing the fracture behavior. The distribution of the
F
values is therefore required to describe the fracture behav-
ior of these nonhomogeneous steels.
In other words, in order to predict the ITT for nonhomo-
geneous steels, such as TMCR steels, one has to simulate
the brittle fracture behavior of a material as that of an ensem-
ble of grains of different sizes, i.e., with different fracture
stresses. The TMCR steels are produced as steel plate, pipe,
tube, and sections for the construction, oil, and gas indus-
tries, among others. Release specifications are still based on
Charpy-notched bar impact test results. Consequently, the
ability to model the ITT behavior is advantageous when
developing new TMCR steels/processing routes and opti-
mizing performance in existing grades.
d
(d )
1/2
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 36A, APRIL 2005—989
S.J. WU, formerly Research Fellow, Department of Metallurgy and
Materials, The University of Birmingham, is Assistant Professor, School
of Materials Science and Engineering, Beijing University of Aeronautics
and Astronautics, Beijing 100083, P.R. China. C.L. DAVIS, Senior Lec-
turer, is with the Department of Metallurgy and Materials, The University
of Birmingham, Birmingham B15 2TT, United Kingdom. Contact e-mail:
[email protected] A. SHTERENLIKHT, formerly Research Student,
Department of Mechanical Engineering, The University of Sheffield, is
Research Fellow, Materials Science Centre, University of Manchester,
Manchester, M1 7HS, United Kingdom. I.C. HOWARD, Professor, is with
the Department of Mechanical Engineering, The University of Sheffield,
Sheffield S1 3JD, United Kingdom.
Manuscript submitted May 6, 2004.

990—VOLUME 36A, APRIL 2005 METALLURGICAL AND MATERIALS TRANSACTIONS A
Modeling of the ductile-to-brittle transition behavior in
steels is usually performed with the “local approach” to frac-
ture.
[15–21]
In this approach, micromechanical models for
fracture are constructed in which the failure criteria are based
on stress, strain, and damage levels local to the crack tip.
The most widely used model for the local approach to cleav-
age is that of Beremin.
[22]
In this model, the probability of cleavage P is calculated
as
[1]
where
w
is the Weibull stress, which is a function of the
maximum principal stresses in the plastic zone,
u
is the ref-
erence stress, and m is the Weibull modulus. The reference
stress is calculated as the Weibull stress for plane strain
small scale yielding conditions. The shape parameter con-
trols the shape of the Weibull distribution function, and
w
and m are considered to be true material properties, inde-
pendent of geometry and loading mode, which are calibrated
by FE modeling of the appropriate experimental results at
the lower shelf temperatures.
[16]
In FE discretization,
w
is defined as
[2]
where
I
i
is the maximum principal stress in the ith FE, V
i
is
volume of the ith element, and V
0
is a characteristic volume
of material.
By using the distribution for m rather than a single value,
it is thus possible to simulate the fracture stress distributions
within the classical local approach framework. Indeed, if the
ith FE is given a randomly generated m
i
, then the Weibull
stress from Eq. [2] can be rewritten as
[3]
where m* denotes the mean value across the FEs in the plas-
tic zone.
Thus, FEs with higher m
i
will contribute more to the
Weibull stress and to the probability of cleavage than those
with lower m
i
. It is therefore logical to relate FEs with higher
m
i
to lower fracture stress and those with lower m
i
to high
fracture stress. The local approach model for cleavage based
on the Weibull stress calculated according to Eq. [3] is thus
capable of simulating brittle fracture behavior of a material
composed of grains of different sizes. However, the added
level of detail means that the number of calibration simu-
lations have to be increased by an order of magnitude. Indeed,
simulations with different parameters for the distribution of
m will yield different results, and also the outcome of each
run with m values generated from a given distribution will
be different. This is because the shape parameter of the
Weibull distribution, m, now has a distribution assigned to
it. Assigning distributions to parameters is at the core of the
Bayesian statistics, whereas classical statistics treats param-
eters as constant.
A number of local models for ductile damage exist, of
which the most widely used are the Gurson
[23,24]
model and
that of Rousselier et al.
[25,26]
The cellular automata finite ele-
ment (CAFE) model reported here uses the Rousselier model
to represent the development of ductile damage, principally
s
w
{
i
(s
I
i
)
m
V
i
/V
0
}
1/m*
s
w
{
i
(s
I
i
)
m
V
i
/V
0
}
1>m
P 1 exp (s
w
/s
u
)
m
because of its combination of simplicity and realism. How-
ever, comparable results could be obtained by encoding the
Tvergaard-modified
[24]
Gurson
[23]
model.
Although the local approach model described previously
has some potential, it suffers from two well-known problems
of pure FE modeling of the transitional ductile brittle frac-
ture. The first problem is that the microstructurally signifi-
cant size scales are very different for the ductile and the brittle
fracture mechanisms. Therefore, it is hard to relate the FE
size to both the ductile and the brittle size scales.
[15–17,27]
The
second problem is that the size of the FE mesh in the dam-
age zone is very small, typically 0.05 to 0.5 mm. Thus, many
FEs are required to mesh even a small sized sample (e.g., a
Charpy specimen). The computation of such a model becomes
a challenge in itself.
In this work, a recently developed CAFE model for frac-
ture
[27–30]
was used instead of the pure FE local approach
analysis. In this model, the structural and material parts of
the simulation are separated into two entities. The struc-
tural changes in the model geometry are simulated with the
FEs, the sizes of which are chosen only to adequately rep-
resent the macrostrain gradients. All material information
is stored and processed in an appropriate number of cellu-
lar automata arrays (CA arrays). This model is fast com-
pared to the pure FE approach because significantly larger
FEs can be used; thus, the total number of FEs is much
smaller. Moreover, different size scales relevant to the duc-
tile and the brittle fracture mechanisms can be easily
employed by using two CA arrays with cells of different
size. The CAFE model is described in greater detail else-
where.
[27–30]
Some details of particular importance for the
present work are given in Section II.
The present article examines the relationship between the
critical local fracture stress and the coarse ferrite grains for
two TMCR steels and, using the relationship as input to the
CAFE model, attempts to predict their ductile-brittle tran-
sition behavior.
II. EXPERIMENTAL
Two microalloyed TMCR steel plates (plates 1 and 2)
were used in this work. The nominal chemical compositions
of the steel plates are listed in Table I. The original/final
gages of the plates are 230 mm/40 mm for plate 1 and
230 mm/50 mm for plate 2. Full details of the TMCR pro-
cessing schedule are given elsewhere.
[31]
The steel plates were characterized on all three planes
(plate 1 shown in Reference 31), with the section normal to
the transverse direction (TD) being quantified. Both plates
showed very similar microstructures. Statistical analyses of
the ferrite grain size distributions were carried out, using
optical microscopy and image analysis software (ZEISS
KS400 3.0), on a minimum of 1200 grains on samples
ground, polished, and etched with 2 pct Nital. The grain size
is represented by the equivalent circular diameter (ECD)
converted from the grain area.
Blunt-notch four-point-bend specimens were chosen to
determine the local fracture stress
F
. The dimensions of
the blunt-notch bend specimens were 10 10 60 mm
with a 45 deg notch of 3.3-mm depth and 0.2-mm root
radius. The notches were cut along the section normal to

METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 36A, APRIL 2005—991
the TD. The blunt-notch tests were carried out between
160 °C and 196 °C using a 50-kN DMG tensile testing
machine with a loading rate of 0.5 mm/min. The stress-
strain distribution ahead of the notch root has been analyzed
using the FE method
[32]
together with appropriate values
of yield strength and strain-hardening rate of the steels. The
distance between the two inner loading points (S
min
) was
20 mm, and the span between the two outer loading points
(S
max
) was 50 mm. The testing temperature was controlled
using a low-temperature bath, insulated from the actuator
of the testing machine. The specimen was put in the bath
on two steel rollers (separation 50 mm), applying a 2-kN
steady load to the specimen. Liquid nitrogen was used to
cool the bath, the specimen, and the fixture crosshead to the
required temperature, holding for over 30 minutes, before
starting the test. The temperature was measured using a
thermocouple inserted into the 4- to 5-mm-deep hole at one
Table I. Nominal Chemical Compositions (Wt Pct) of the Steel Plates Used
Plate C Si Mn P S Cr Ni Al Cu Nb N Ti V
1 0.11 0.31 1.39 0.010 0.003 0.03 0.32 0.037 0.033 0.024 0.006 0.002 0.045
2 0.11 0.30 1.43 0.011 0.003 0.023 0.30 0.039 0.013 0.040 0.005 0.003 0.063
(a)
(b)
Fig. 1—FE model of the Charpy test (a) before and (b) at the end of the simulation.
end of the specimen. Liquid nitrogen was added to the bath,
as required to keep the temperature within 2 °C during
the test.
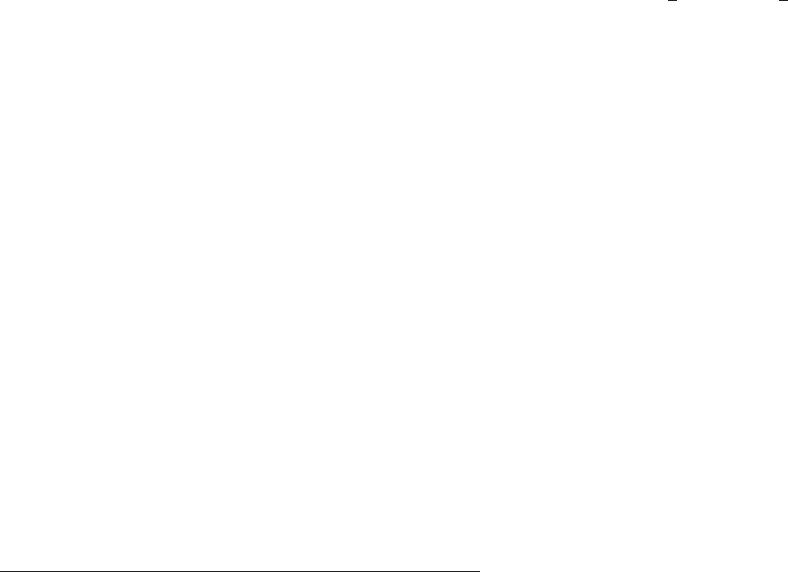
The model of the Charpy test consisted of the sample, the
anvils, and the tup (Figure 1(a)). Of these, only the damage
zone of the Charpy sample was modeled with the CAFE
approach; the rest were simulated with pure FE. The dam-
age zone, i.e., the area where the fracture might take place,
was defined as 10 10 10 1000 FE cubes located in
the center of the sample to accommodate any crack propa-
gation path. Figure 1(b) shows all modeled bodies at the end
of the simulation. The sample fractures completely except
for a 1-FE-long remaining ligament, which underwent large
plastic shear deformation (plastic collapse). The failed FEs
are removed from the mesh and are not shown. For the
purpose of the present work, the CAFE model was con-
structed as shown in Figure 2.
[22]
Each FE has two CA arrays
992—VOLUME 36A, APRIL 2005 METALLURGICAL AND MATERIALS TRANSACTIONS A
attached to it, one representing the ductile properties of the
steel (the ductile CA array) and the other addressing the
brittle properties of the material (the brittle CA array). The
Rousselier ductile damage model
[25,26]
was used as a con-
stitutive routine at each FE integration point. The plastic
potential in this model has the form
[4]
where
and
are internal variables:
[5]
[6]
where
a scalar damage variable,
a dimensionless density,
D and
1
material constants, which must be tuned,
f
0
the initial void volume fraction, and
H(
eq
p
) the hardening term.
The dot on top of a symbol denotes a time derivative.
Each ductile CA cell is given a randomly generated crit-
ical value of the damage variable,
F
, at the beginning of
the simulation. The current value of the damage variable,
(t
i1
), calculated at the integration point, is sent to the duc-
tile CA array and distributed across all cells according to
local strain gradients associated with dead cells.
A dead ductile cell simulates a microvoid, which is a
source of local strain concentration. In this CAFE model,
such strain concentration is implemented by using the duc-
tile strain concentration factor, c
D
, in those cells adjacent
to a dead one, which lie on the plane perpendicular to the
direction of the maximum principal stress. Accordingly,
the brittle strain concentration factor, c
B
, is utilized in the
brittle CA array for the same purpose. In the present model,
both concentration factors were kept constant and indepen-
dent of the shape or size of a crack or a microvoid.
r 1/(1 f
0
f
0
exp b)
b
#
#
eq
p
D exp a
s
m
rs
1
b
s
eq
r
H(
eq
p
) Ds
1
f
0
r exp b exp a
s
m
rs
1
b 0
The ductile failure criterion at each ductile CA cell is
based on the damage variable exceeding the critical value
given to this cell. Thus, a ductile cell will become inactive
at time increment n if the damage parameter
(t
n
) exceeds
its critical value
F
. Each brittle cell is given a randomly
generated grain size, d, from within a given distribution, and
an orientation angle,
, at the beginning of the simulation.
Moreover, it is assumed that a constant fraction of brittle
cells (in this case, 0.005) have microcracks from the very
beginning of the simulation. Only these cells can initiate
brittle fracture propagation.
The maximum principal stress at the FE integration point
is redistributed across the brittle CA array. A brittle CA cell
is considered to have failed if the maximum principal stress
in this cell exceeds the fracture stress for the grain size
assigned to this cell. Brittle fracture will propagate from
one cell, k, to another, l, only if the misorientation angle
for these cells is smaller than the misorientation threshold,
i.e., if |
k
l
|
F
. It is further assumed that the misori-
entation threshold is temperature sensitive:
F
0 at tem-
peratures above 20 °C; from 20 °C to 80 °C,
F
is
linearly increasing to 60 deg; and
F
60 deg at tempera-
tures below 80 °C. We have found that a constant, tem-
perature-independent misorientation threshold leads to a very
poor prediction of the experimental ductile-brittle transi-
tion curve. It was thus assumed that the misorientation thresh-
old might be temperature dependent and this dependence
was chosen to achieve a better prediction of the transition
curve. Such an approach is similar to that of Burstow,
[16]
who concluded that the Beremin model can correctly predict
the temperature dependence of the cleavage probability if
the parameters of the Beremin model, m and
u
, are tem-
perature dependent. The values for these parameters for each
experimental temperature were tuned using the toughness
scaling technique.
[16]
Such temperature dependence of
F
promotes fast brittle fracture propagation at the lower shelf
temperatures and inhibits or stops it at the upper shelf. The
changes in cell state in one CA array, either brittle, Y
m(B)
(t
i
1), or ductile, Y
m(D)
(t
i
1), cause some change of the
cell states in the other CA array (Figure 1).
Finally, the state variables of the FE, Y, are calculated
and returned back from the CA part of the model to the FE
solver. There are two state variables in this model: the
integrity of the FE, Y
1
, and the percentage of the brittle
phase per FE, Y
2
. At the beginning of the simulation,
Y
1
(t
0
) 1, which means that there is no damage. Accord-
ingly, Y
1
(t
n
) 0 means that either the FE has no load-
bearing capacity or that the crack has propagated across
the entire of the FE by time increment n. With each new
dead cell, Y
1
decreases. As there are many cells per FE,
the transition from Y
1
1 to Y
1
0 is smooth.
This work was aimed at the ITT prediction of the Charpy
impact test for TMCR steels. A three-dimensional FE model
of the Charpy test was created in which 900 FEs located at
and near the macroscopic fracture propagation plane (dam-
age zone) were simulated with the CAFE approach.
[22]
The
5 5 5 cell ductile and 10 10 10 cell brittle CA
arrays were created for each FE in the damage zone. Thus,
the ductile damage cell size was 0.2 mm and the brittle dam-
age cell size was 0.1 mm (it should be noted that the shape
of the CA array is not linked to the shape of the FE mesh
and remains the same throughout the simulation).
Fig. 2—Representation of the CA arrays for ductile and brittle failure asso-
ciated with each FE cell in the CAFE model.

METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 36A, APRIL 2005—993
Fig. 3—Microstructure of the TMCR microalloyed steel showing coarse and
fine grain sizes.
Fig. 4—Equivalent circle diameter ferrite grain size distributions for the
large (6
m) grains located within the coarse grain bands of the two
TMCR microalloyed steels.
III. RESULTS AND DISCUSSION
A. Microstructural Characterization
The two TMCR steel plates have very similar microstruc-
tures comprised of ferrite/pearlite banded in the rolling direc-
tion (Figure 3). The pearlitic bands are approximately 10
m
wide and are similar in the two steel plates. Variations in
ferrite grain sizes were frequently observed through the thick-
ness with coarse ferrite grain patches studded in a matrix
of desirable fine grains resulting in a “duplex” ferrite grain
distribution. The duplex grain structure may stem from a
nonhomogeneous distribution of microalloying element pre-
cipitates,
[9]
especially niobium.
[33,34]
Segregation of niobium
and other alloying elements during solidification results in
a nonhomogeneous distribution of microalloying precipitates
and consequently partial recrystallization can occur during
the TMCR process.
As reported in the literature,
[10,11]
for steels having a
bimodal distribution of polygonal ferrite grains (comprising
bands of coarse and fine grains), cleavage microcracks form
preferentially in the largest grains. A cleavage microcrack
formed in a large grain within a coarse grain patch or band
will propagate through the large grains within the band and
may carry on to cause catastrophic cleavage failure if the
stress intensification resulting from the cleavage crack in
the coarse grains exceeds the fracture strength of the sur-
rounding fine ferrite grains. The large grains in the coarse
grain patches are therefore regarded as the “weak link” and
the dominant microstructural factor in the cleavage fracture
process. In this work, the ferrite grains within the coarse
grain patches were analyzed for the two TMCR steels by
setting a lower ECD grain size threshold limit of 6
m
during quantification. The grain size distributions from
through-thickness characterization are shown in Figure 4.
The mean coarse grain size of 12.2
m for plate 1 is smaller
than that for plate 2 (13.2
m). The average areal propor-
tions of the coarse grain patches are 38.7 and 47.1 pct for
plates 1 and 2, respectively. Therefore, there is a signifi-
cant statistical chance of a crack tip sampling a coarse grain
patch. The small grain size for plate 1 is 4.8
m and for
plate 2 is 5.2
m.
B. Critical Local Fracture Stress (
F
)
Critical local fracture stress (
F
) values for both TMCR
steels were determined using values of fracture load in com-
bination with a two-dimensional FE analysis of the stress-
strain distribution ahead of the notch root under plane strain
conditions.
[32]
The stress-strain distributions were expressed
in terms of the ratio of maximum principal stress to yield
strength,
I
/
Y
, corresponding to the position ahead of the
notch tip and the largest value of
I
/
Y
at each applied load
normalized by the general yield load (P
app
/P
GY
). Assuming
that the largest maximum principal stress corresponding to
the failure load of the specimen is the critical local fracture
stress
F
, the
F
values for the two TMCR steels can then
be obtained from the failure loads of the blunt-notch four-
point-bend specimens and the yield stress values determined
through tensile tests at different temperatures. Fractogra-
phy revealed that no inclusion-initiated failure was observed.
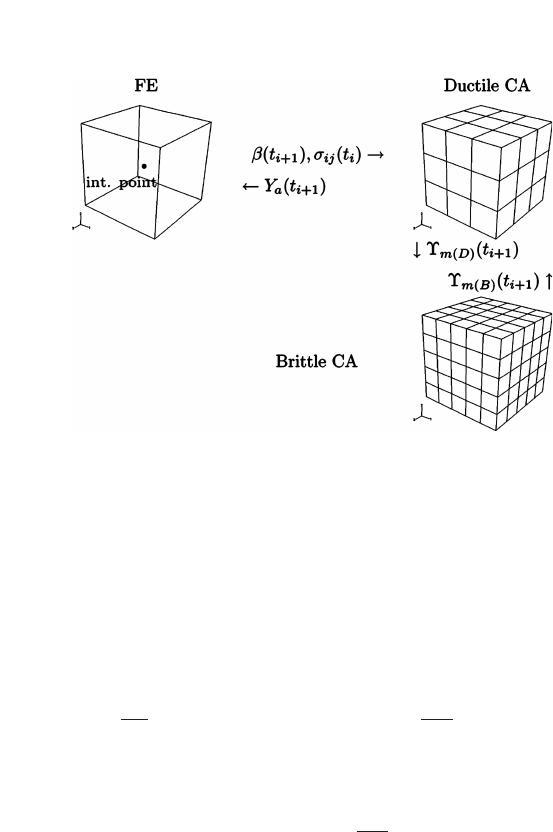
Figure 5 shows the experimentally determined
F
values
for the two steels tested at different temperatures. It can be
seen that the
F
values are almost independent of tempera-
ture and that a large scatter in
F
values exists for both steels
due to the duplexity of the ferrite grain sizes. The mean
F
value of 1749 MPa for plate 1 is greater than that of plate
2 (1666 MPa). This is probably due to the consistently
smaller grain size (overall size, 7.1
m in plate 1 and 8.2
m
in plate 2, and coarse size) and the smaller area fraction of
the coarse grain bands in plate 1.
C. Prediction of
F
from Grain Size Distribution
Significant scatter in the
F
values (Figure 5) is revealed
by a very limited number of tested specimens. It can be pos-
tulated that the scatter will be smaller with more specimens
tested. A great number of specimens are required to thor-
oughly describe the real
F
distribution that is a crucial input
to the CAFE model for the prediction of the ductile-brittle
transition temperature. Since experimental tests are time and
money intensive, attempts were made to predict the
F
dis-
tribution from the microstructure of the steels.
The well-established empirical expressions for normal-
ized steels may still be applicable to predict the tensile
994—VOLUME 36A, APRIL 2005 METALLURGICAL AND MATERIALS TRANSACTIONS A
strengths of the TMCR steels using their mean grain size,
because tensile tests average the microstructure (for ductile
failure) as the strain field samples a relatively large area
compared to the scale of the microstructure. The mean grain
size for the duplex grains, however, cannot be used to pre-
dict the Charpy impact energy and the fracture stress due
to the highly concentrated stress and strain ahead of the
notch or fatigue-precrack tip. Failure of the notched or pre-
cracked specimens is dominated by the intensification of
stress and strain within a small area, usually the plastic zone,
in front of the notch or crack, which strongly limits the sam-
pling of the microstructure. As a result, a large variation in
fracture properties will appear for steels with nonuniform
microstructure. A single-valued function obtained from the
mean grain size is not representative of the fracture prop-
erties such as
F
and ITT for such steels.
The ferrite grain size distribution must therefore be used
to predict the distribution of the
F
values. It has been
shown
[7,35]
that the critical event for cleavage failure in a
notched steel specimen is the propagation of a microcrack
across the adjacent ferrite/ferrite grain boundary. This will
occur when the stress level at the microcrack exceeds the
“ferrite grain strength,” which is given in terms of the grain
diameter d by Eq. [7]:
[7]
where E is Young’s modulus,
is Poisson’s ratio, and
p
is
the effective surface energy for creation of new crack sur-
faces. Assuming that the mean local fracture stress of the
TMCR steels is related to the mean ferrite grain size of the
s
F
[pEg
p
/(1 n
2
)d]
1/2
grains within the coarse grain patches (since cleavage micro-
cracks will form preferentially in the large polygonal ferrite
grains), the
p
value can then be determined, using Eq. [4]
and
0.3, E 208 10
3
MPa. A value of
p
of 52 J/m
2
is obtained for both TMCR steels, which is in the range
reported in the literature.
[36]
Using Eq. [7] and the obtained
p
value, the coarse ferrite grain size distributions in Figure 4
can then be converted into local fracture stress distributions.
The probability of cleavage failure occurring at a certain
fracture stress value calculated from Eq. [7] corresponding to
a particular grain size is shown in Figure 6 together with the
experimental results of the
F
values. The reason that there
are no experimental test data at the lower value side of the
F
distributions, on the right-hand side of the graphs, is attrib-
uted to the limited number of tested specimens and the very
low probability of sampling the extremely large ferrite grains
due to their rarity. It can be seen that the experimental results
fit very well to the predicted
F
distributions obtained from
Eq. [4] based upon the coarse ferrite grain distributions for
the two TMCR steels. This implies that the fracture stress
F
of a TMCR microalloyed steel can be predicted based on the
coarse grain size distributions within the coarse grain bands.
This fracture stress distribution can then be used as an input
into the predictive CAFE model for ITT.
The ductile part of the CAFE model was tuned using the
Charpy test modeling at the upper shelf temperatures, where
the model does not exhibit any significant brittle fracture.
(a)
(b)
Fig. 6—Comparison of the local fracture stress distribution predicted from
the coarse grain size distribution with the experimental data: (a) plate 1
and (b) plate 2 steel.
(a)
(b)
Fig. 5—Variation of the local fracture stresses with temperature for the
two TMCR steels: (a) plate 1 and (b) plate 2.
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 36A, APRIL 2005—995
(a)
(b)
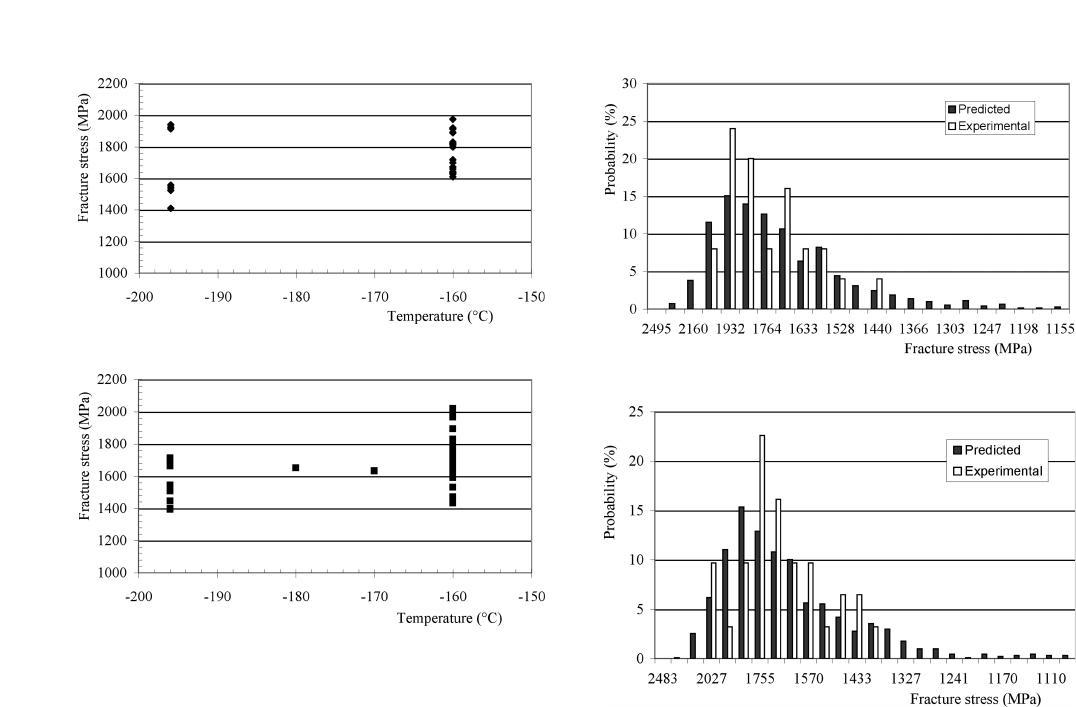
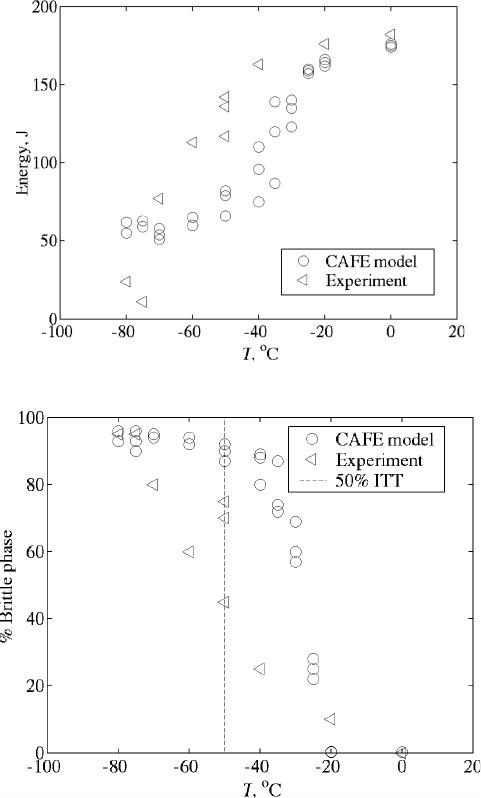
Fig. 7—CAFE model results for (a) total energy absorbed and (b) per-
centage brittle phase vs temperature compared to the experimental results
for TMCR Nb-microalloyed steels.
The strain concentration coefficients were chosen as c
D
1.4 and c
B
11 so that the concentration around a failed
brittle cell (microcrack) is much higher that that around the
dead ductile cell (microvoid).
The experimentally measured grain size distribution for
another TMCR Nb-microalloyed steel (nominal composi-
tion same as plate 2), with known Charpy DBTT curve, was
simulated in the CAFE model using a random number gen-
erator based on a Weibull three-parameter probability den-
sity function. The parameters of this function were chosen
such that the mean, standard deviation, and mode calculated
on the generated values are the same as those calculated
from the experimental grain size data. Each brittle cell was
then assigned a fracture stress calculated with Eq. [7] for a
grain size generated for this cell.
The modeling was performed at 11 temperatures from
80 °C to 0 °C, with three simulations at each temperature.
The resulting total energy absorbed and the percentage of
the brittle phase values are shown in Figures 7(a) and (b)
accordingly. Figure 7(a) indicates that the lower shelf starts
at approximately 50 °C to 60 °C. These temperatures
can be taken as the energy-based ITT. On the other hand,
the 50 pct ITT obtained from the data shown in Figure 7(b)
is approximately 30 °C to 35 °C. Although in general
the model predicts a higher ITT than observed experimen-
tally, the shape of the transition curve is well reproduced.
The scatter in the simulated energy and brittle phase values
is due to the fact that each modeling run represents a unique
sampling of
F
,
F
, and
F
. Therefore, each simulation has
a unique fracture propagation history.
Figure 7(a) shows that the CAFE model overpredicts
(approximately 60 J) absorbed energies for 100 pct brittle
failure. This is because the present CAFE model cannot sim-
ulate crack propagation from one FE into another due to the
restrictions of the Abaqus code.
[23,26]
Consequently, brittle
fracture has to reinitiate when a crack crosses a FE bound-
ary. In each run, the crack has to cross approximately 100
FEs (the exact number depends on the actual fracture prop-
agation path). As crack initiation requires plastic deforma-
tion, the total absorbed energy becomes high. Further model
development will be to allow crack propagation from one
FE to another.
An important feature of the present CAFE model is that
temperature-dependent scatter in both the energy and the
percentage of brittle phase was achieved. The scatter is
caused by the fact that the locations of the brittle CA cells
representing larger grains vary randomly from one modeling
run to another. It has been argued that in the upper shelf,
the number of larger grains that can fail is so small that
their locations do not matter, as it is extremely unlikely that
one such grain will be found in the crack propagation path.
[27]
Similarly, in the lower shelf, there are so many grains that
can fail that their locations also are not important, as many
such grains will be found along any crack propagation path.
However, at transitional temperatures, the number of larger
grains that can fail is such that their locations become
important as different fracture propagation paths will cross
a larger grain at different crack lengths, or will not cross
any such grain at all. Accordingly, the level of scatter is
higher in the transition region than in the upper and in the
lower shelves.
[37–40]
Such modeling behavior agrees with
the experimental observations (Figure 7) where the
experimental scatter in the transition range can be seen from
the tests at 50 °C. In addition, it is impossible to achieve
this scatter if only the mean grain size (fracture stress) is
used in the model.
In summary, it has been shown that the observed
microstructural inhomogeneity (fine and coarse grain sizes)
translates into a distribution of fracture stress values, which
can be predicted from the coarse grain size distribution. This
fracture stress distribution can be used with a novel model-
ing approach (CAFE model) to reproduce the scatter seen
experimentally in Charpy impact testing and predict the
Charpy ITT behavior.
IV. CONCLUSIONS
A combined experimental and modeling approach to
understanding and predicting the scatter in Charpy
ITTs for thermomechanically controlled rolled (TMCR)

996—VOLUME 36A, APRIL 2005 METALLURGICAL AND MATERIALS TRANSACTIONS A
Nb-microalloyed steels has been carried out. The major find-
ings are as follows.
1. A significant degree of scatter in experimentally determined
fracture stress (
F
) values exists for the Nb-microalloyed
TMCR steels investigated. The
F
distribution can be pre-
dicted, with reasonable accuracy, from the coarse grain size
distribution.
2. A CAFE model has been developed using experimental
data (fracture stress distribution) as input. The results
from multiple runs of the model showed that a realistic
prediction of the Charpy ductile-brittle transition behav-
ior could be achieved. In addition, the experimentally
observed scatter in Charpy energy values in the transi-
tion region can also be seen in the model.
3. The CAFE model prediction of the upper shelf ductile
energy and percentage brittle failure for the Charpy impact
test agrees well with the experimental data. The prediction
of the lower shelf brittle energy is not as good due to
computational limitations (Abaqus code) of the current
CAFE model.
ACKNOWLEDGMENTS
The authors thank the Engineering and Physical Sciences
Research Council (EPSRC) for financial support and Corus
UK Ltd. for financial support, provision of test material,
and data.
NOMENCLATURE
c
B
, c
D
strain concentration coefficients for the
ductile and the brittle CA arrays
D parameter of the Rousselier’s model
d grain size
f
0
initial void volume fraction in the Rousselier’s
model
H hardening term in the Rousselier’s model
E Young’s modulus
m Weibull modulus
m
i
Weibull modulus of the FE i
m* the mean Weibull modulus across all FEs in
the plastic zone
P probability of cleavage
P
app
applied load
P
GY
general yield load
t
i
time at increment i
V
i
volume of ith FE
V
0
characteristic volume of material
Y
1
integrity of a FE
Y
2
percentage of brittle phase per FE
Y
m(B)
, Y
m(D)
state of cell m in the brittle or the ductile CA
array
damage variable of the Rousselier’s model
F
critical value of the damage variable
p
effective surface energy
p
eq
equivalent plastic strain
Poisson’s ratio
l
orientation angle of cell l
F
grain misorientation threshold
dimensionless density
1
parameter of the Rousselier’s model
F
local fracture stress
eq
Von Mises equivalent stress
I
the maximum principal stress
m
mean stress
u
reference stress
w
Weibull stress
Y
yield stress
REFERENCES
1. B. Mintz, G. Peterson, and A. Nassar: Ironmaking and Steelmaking,
1994, vol. 21, pp. 215-22.
2. T. Gladman, D. Dulieu, and I.D. McIvor: Microalloying 75, Union
Carbide Corp., New York, NY, 1977, pp. 32-55.
3. B. Mintz, W. B. Morrison, and A. Jones: Met. Technol., 1979, vol. 6,
pp. 252-60.
4. W.E. Duckworth and J.D. Baird: J. Iron Steel Inst., 1969, vol. 207,
pp. 854-71.
5. E.O. Hall: Proc. Phys. Soc., 1951, B64, pp. 747-53.
6. N.J. Petch: J. Iron Steel Inst., 1953, vol. 173, pp. 25-28.
7. T. Lin, A.G. Evans, and R.O. Ritchie: Metall. Trans. A, 1987, vol. 18A,
pp. 641-51.
8. T. Gladman: The Physical Metallurgy of Microalloyed Steels, The
Institute of Materials, London, 1997, p. 62.
9. C.L. Davis and M. Strangwood: J. Mater. Sci., 2002, vol. 37,
pp. 1083-90.
10. M.T. Shehata and J.D. Boyd: in Advances in Physical Metallurgy and
Applications of Steels, Proc. Conf., TMS, Warrendale, PA, 1982,
pp. 229-36.
11. J.H. Chen, L. Zhu, and H. Ma: Acta Metall. Mater., 1990, vol. 38,
pp. 2527-35.
12. J.H. Chen, G.Z. Wang, Z. Wang, L. Zhu, and Y.Y. Gao: Metall. Trans.
A, 1991, vol. 22A, pp. 2287-96.
13. A. From and R. Sandstrom: Mater. Characterization, 1999, vol. 42,
pp. 111-22.
14. S.J. Wu and C.L. Davis: Paper presented at ICSMA13, Budapest, 2003,
Mater. Sci. Eng. A, in press.
15. I.C. Howard, Z.H. Li, M.A. Sheikh, A.H. Sherry, D.P.G. Lidbury, and
D.W. Beardsmore: IMechE Seminar, ‘20 Years of R6’, IMechE HQ,
London, Nov. 20, 1996.
16. M.C. Burstow: Int. J. Pressure Vessels Piping, 2003, vol. 80,
pp. 797-805.
17. I.C. Howard, Z.H. Li, and M.A. Sheikh: Fatigue and Fracture Mechan-
ics, 30th volume, ASTM STP 1360, P.C. Paris and K.L. Jerina, eds.,
ASTM, West Conshohocken, PA, 2000, pp. 152-68.
18. L. Xia and F.S. Shih: J. Mech. Phys. Solids, 1995, vol. 43, pp. 233-59.
19. C. Ruggieri and R.H. Dodds: Int. J. Fracture, 1996, vol. 79, pp. 309-40.
20. L. Xia and F.S. Shih: J. Mech. Phys. Solids, 1996, vol. 44, pp. 603-39.
21. L. Xia and L. Cheng: Int. J. Fracture, 1997, vol. 87, pp. 289-306.
22. F.M. Beremin: Metall. Trans. A, 1983, vol. 14A, pp. 2277-87.
23. A.L. Gurson: J. Eng. Mater. Technol., 1977, vol. 99, pp. 2-15.
24. V. Tvergaard: Int. J. Fracture Mech., 1981, vol. 17, pp. 389-407.
25. G. Rousselier, J.C. Devaux, G. Mottel, and G. Devesa: in Nonlinear
Fracture Mechanics: Volume II—Elastic Plastic Fracture, J.D. Landes,
A. Saxena, and J.G. Merkle, eds., ASTM STP 995, Philadelphia, PA,
1983, pp. 332-54.
26. G. Rousselier: Nucl. Eng. Design, 1987, vol. 105, pp. 97-111.
27. A. Shterenlikht: Ph.D. Thesis, Sheffield University, 2003.
28. J.H. Beynon, S. Das, I.C. Howard, and A. Chterenlikht: in New and
Emerging Computational Methods: Applications to Fracture, Damage
and Reliability, F.W. Brust, ed., ASME, 2002, pp. 229-37.
29. J.H. Beynon, S. Das, I.C. Howard, E.J. Palmiere, and A. Chterenlikht:
in ECF14, Fracture Mechanics Beyond 2000, A. Neimitz, I.V. Rokach,
D. Kocanda, and K. Golos, eds., EMAS Publications, Sheffield, United
Kingdom, 2002, pp. 241-48.
30. A. Shterenlikht and I.C. Howard: Proc. 15th Eur. Conf. of Fracture
(ECF15), KTH, Stockholm, 2004.
31. S.J. Wu and C.L. Davis: Paper presented at the 10th EBSD Conf., Swansea,
United Kingdom, 2003; J. Microsc., 2004, vol. 213, pp. 262-72.
32. S.J. Wu and J.F. Knott: Proc. Conf. on Structural Integrity in the 21st
Century, J. Edwards et al., EMAS Publishing, 2000, pp. 247-55.
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 36A, APRIL 2005—997
33. B. Dutta and C.M. Sellars: Mater. Sci. Technol., 1987, vol. 3, pp. 197-206.
34. A.C. Knessi, G. Posch, C.I. Garcia, and A.J. DeArdo: Proc. Int. Symp.
on Low-Carbon Steels for the 90’s, Pittsburgh, PA, R. Asfahani and
G. Tither, eds., TMS, Warrendale, PA, 1993, pp. 113-19.
35. R.O. Ritchie, J.F. Knott, and J.R. Rice: J. Mech. Phys. Solids. 1973,
vol. 21, pp. 395-410.
36. W.W. Gerberich and E. Kurman: Scripta Metall., 1985, vol. 18,
pp. 295-98.
37. O.M.L. Yahya, F. Borit, R. Piques, and A. Pineau: Fatigue Fracture
Eng. Mater. Struct., 1998, vol. 21 (12), pp. 1485-1502 DEC.
38. P. Hausild, I. Nedbal, C. Berdin, and C. Prioul: Mater. Sci. Eng. A,
2002, vol. 335 (1–2), pp. 164-74.
39. S. Kim, S. Lee, and B.S. Lee: Mater. Sci. Eng. A, 2003, vol. 359 (1–2),
pp. 198-209.
40. M.T. Todinov, M. Novovic, P. Bowen, and J.F. Knott: Mater. Sci.
Eng. A, 2000, vol. 287, pp. 116-24.
